66 Ferm
TURNING SPEED
Fig. 15 & 16
If the chisel have been sharpened and put, the piece of
work has been clamped well, the speed of the main shaft
has to be adjusted with the V-belts, watch fig. 15 and 16.
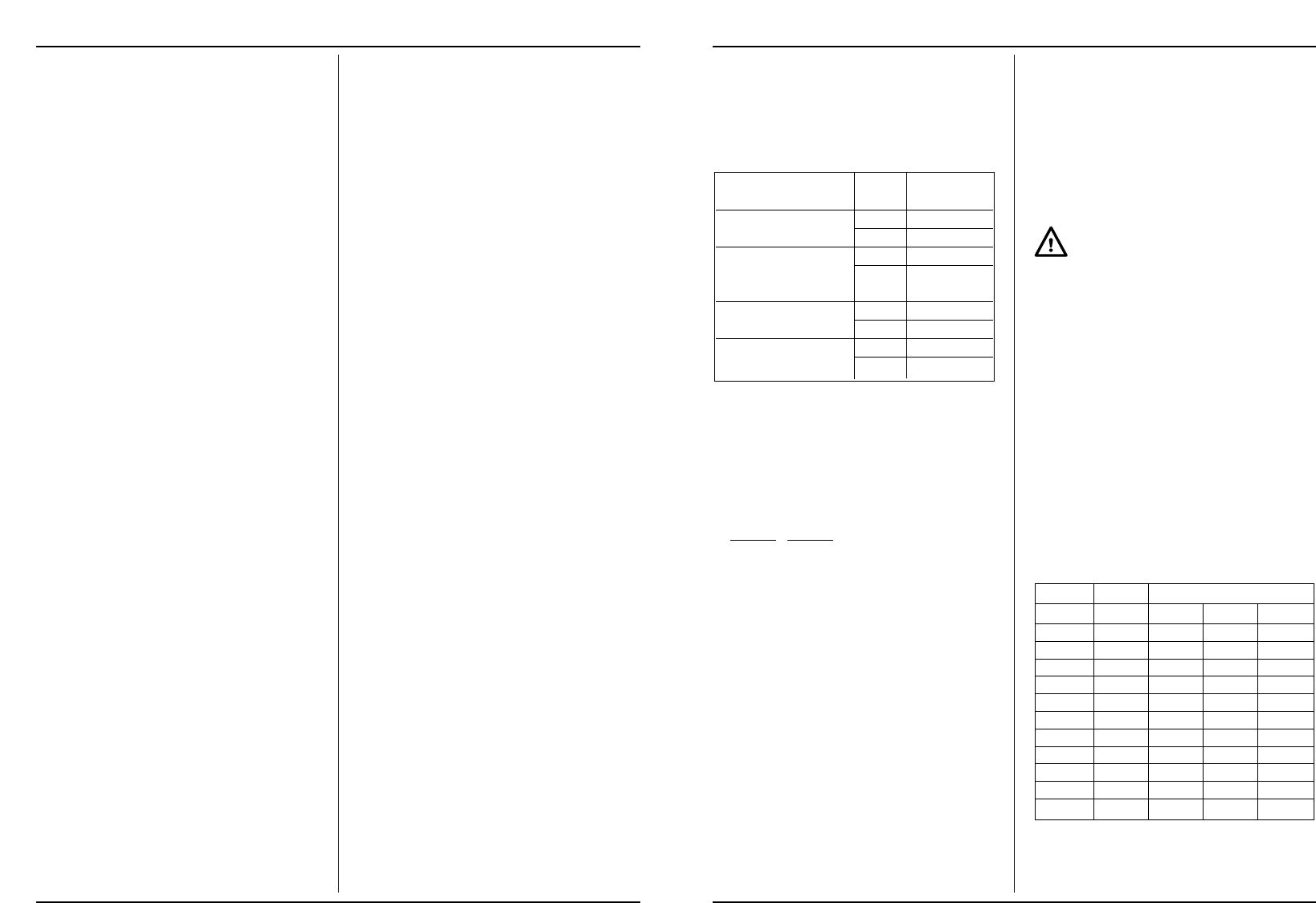
In the subjoined table some machining speeds which
happen many times are indicated for different sorts of
chisels and materials.
Tab.3
With this table you can chose yourself for any diameter
the right speed. The only thing you have to do is fill in the
desired speed in the following formule.
v = Cutting speed in meters per minute
d = Diameter of the piece of work in mm
n = Number of revolutions in revolutions per minute
p = Constant, nl. 3,14
v = x d x n = v x 1000
1000 x d
Calculation example:
1. A round piece of silver steel of 100 mm has to be
turned with a HSS chisel. You can find in the table that
silver steel has to be turned with 32m/min, v=32
Divide 32.000 by 100 gives a number of revolutions
of 320 revolutions per minute. We put belt 2 on the
hindmost discs of the intermediate and main shaft
pulley.
2. A piece of copper of 10 mm is turned with a HM-
chisel. v=200 and through that “n” comes far above
the maximum number of revolutions. The highest
number of revolutions can be adjusted. Belt two is
layed on the hindmost disc of the motor and main
shaft pulley.
THREAD-CUTTING
Next to the usual turning work you do with the MD-500
you can also cut screw- thread with this machine. For
this special chisel have to be used. The technique of
thread-cutting is not very simple. For reaching a correct
fit with thread-cutting, both the thread profile and the
minor and outside diameter have to be very accurate.
Therefore many turners use existing machine screw
taps. Screw plates can be used in the same way, however
a fitting holder has to be made yourself. Cutting takes
place with very low numbers of revolutions( often 70
revolutions per minute) or if need be by cranking,
turning the main shaft with your hands.
For the cutting of inchthread, a separate set of
gears is required. This set is not included. This set is
available at your dealer under Nr. 330961.
The continuously repeating distance between two
permanent points of a screw thread is called the thread
haste. If you are going to cut you always have to adjust
this thread haste. This happens by chosing a certain
change wheel com bination on the scissors. In fig.17 on
the left side a single transmission for thread-cutting is
indicated ( a so-called single work) and on the right side a
double transmission for the automatical starting is
indicated( so-called double work). Through this the
support is moved over a certain distance during a
rotation of the main shaft. In the headstock two fixed
transmission have been builded in, namely 1 : 4 for thread
haste and 1 : 40 for starting, which decide the number of
revolutions of the coaxial datum axis. From this datum
the end transmission has to be calculated. For calculating
this some formulas exist, but for the sake of convenience
we already indicated the most current thread haste
dimensions in the subjoined table. All indicated wheels
are delivered automatically with the machine! Installing
or adjusting the change wheels happens by shifting the
scissors and the intermediate wheel axle and by placing
the filling rings. Adjust the change cog-wheels margin.
Tab.4