GB/IE/NI/CY/MT 25
V
To forestall or reduce deformations that can happen during the material hardening process, it is good
to fix the workpiece with a device. Avoid stiffening the welded structure to prevent cracks in the weld.
These problems can be avoided if there is a possibility of turning the workpiece so that the weld can be
carried out in two passes running in opposite directions.
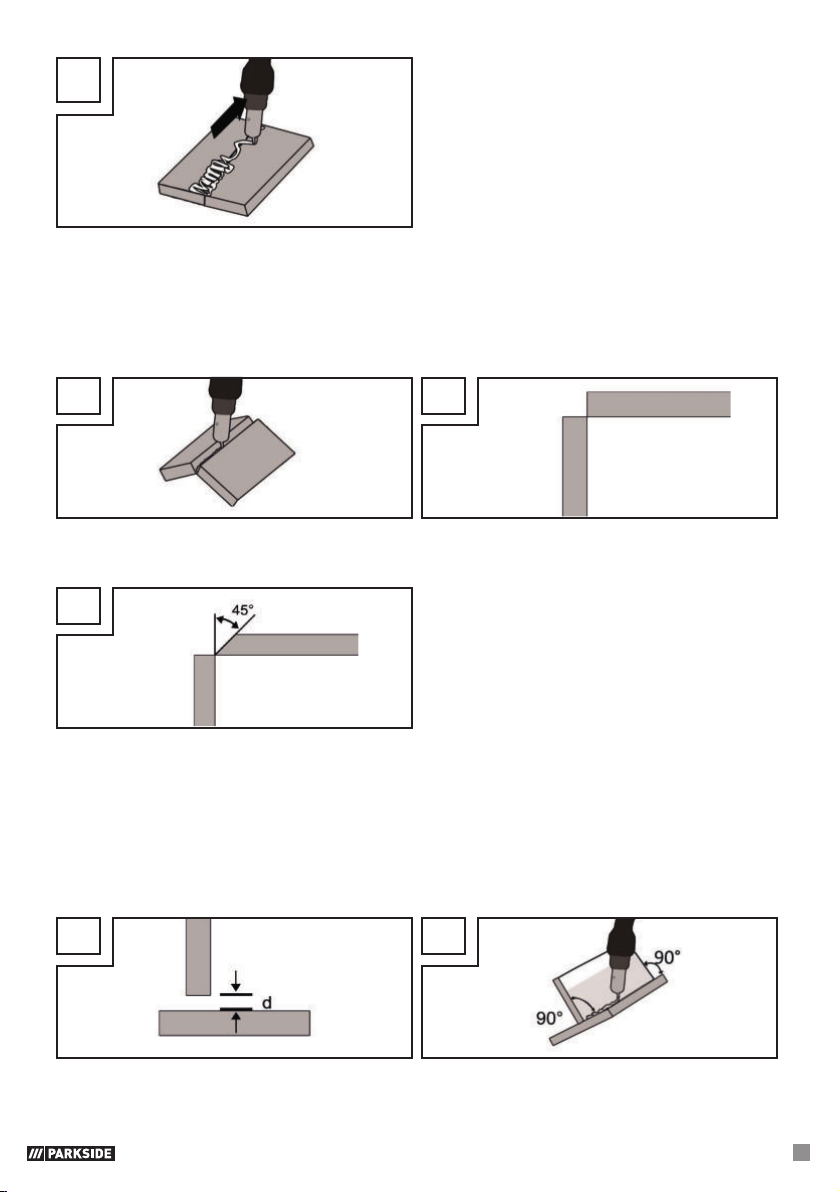
Welds on the outer edge
The preparation for this is very simple (Fig. W, X).
W
X
However, it is no longer expedient for thicker materials. In this case, it is better to prepare a joint as
shown below, in which the edge of the plate is angled (Fig. Y).
Y
Fillet weld connections
A fillet weld is created if the workpieces are perpendicular to each other. The weld should be shaped
like a triangle with sides of equal length and a slight fillet (Fig. Z, AA).
Welds on an inner edge
The preparation for this weld joint is very simple and is carried out for thicknesses of 5 mm.
The dimension “d” needs to be reduced to a minimum and should always be less than 2 mm (Fig. Z).
Z
AA