GB/IE/NI/CY/MT 27
Drawing 7
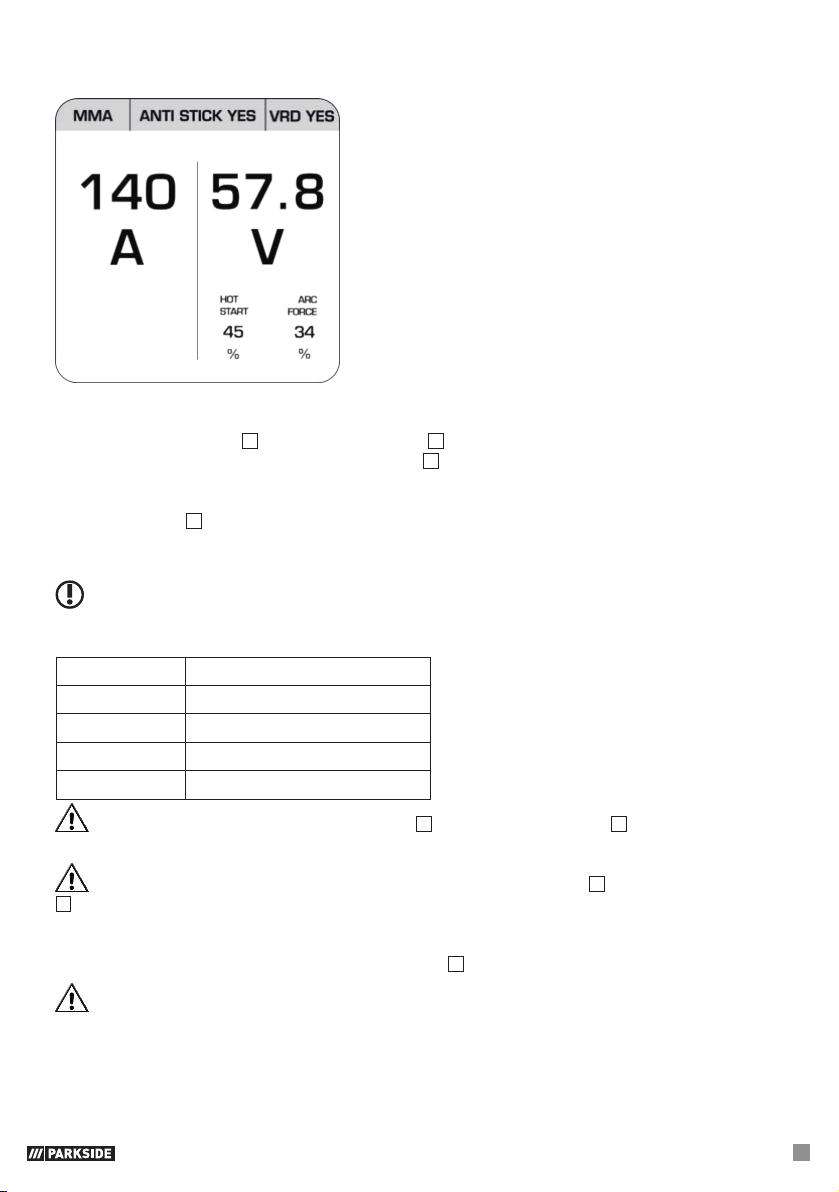
When selecting the MMA method you can adjust the welding current by turning the rotary switch for
setting the welding current 13 (hereafter called switch 13). In addition the ANTI STICK and VRD functions
can be activated by pressing and rotating the switch 13. [drawing 7] ANTI STICK prevents the electrodes
from sticking to the workpiece. Using VRD reduces the voltage if you are not going to weld straightaway.
This results in a particularly safe way of working. By rotating or pressing and then rotating the switch for
setting the voltage 12 you can adjust the values for HOT START and ARC FORCE. Increasing the HOT
START value will make it easier to ignite the arc. ARC FORCE works in a similar way to ANTI STICK by
stopping the electrodes from sticking to the workpiece.
PLEASE NOTE: Guideline values for the welding current to be used, depending on the electrode
diameter can be taken from the following table.
Ø Electrode Welding current
1.6 mm 40 – 60 A
2.0 mm 60 – 80 A
2.5 mm 80 – 100 A
3.2 mm 100 – 140 A
ATTENTION: Do not bring the earth terminal 4 and the electrode holder 5/electrodes into direct
contact with one another.
ATTENTION: When welding with rod electrodes, the electrode holder 5 and the earth terminal
4 must be connected in accordance with the information from the electrode manufacturer.
Put on appropriate protective clothing in accordance with the specifications and prepare your
workplace.
To stop the procedure, set the main switch ON/OFF 23 to “O” (“OFF”) position.
ATTENTION: Do not dab on the workpiece with the electrode. It could be damaged and make
it more difficult to ignite the arc. As the soon as the arc is ignited, try to maintain a distance to the
workpiece which corresponds to the diameter of the electrode being used. The gap should remain as
constant as possible while you are welding. The inclination of the electrode in the direction of operation
should be 20–30 degrees.