70 m (230 ft)35 mm² (2 AWG)70 mm² (2/0 AWG)95 mm² (3/0 AWG)2 x 70 mm² (2 x 2/0 AWG)
100 m (330 ft)50 mm² (1 AWG)95 mm² (3/0 AWG)2 x 70 mm² (2 x 2/0 AWG)2 x 95 mm² (2 x 3/0 AWG)
Finally, connect the Nomadfeed earth clamp on the piece to weld.
The case is now ready to be powered. The unit can be powered by an alternative signal higher than 50 or 60Hz between 30 Vrms and 80 Vrms. It
can also be powered by a direct signal between 17dc and 113dc. The polarity of the signal can be positive or negative. Below these minimum values,
Nomadfeed may not power up or not function correctly (welding interruption).
Above these values, Nomadfeed will stop functioning to protect itself and the operator against overvoltage. In that case, the L06 LED lights up and it
will not be possible to weld while the voltage remains too high.
REEL INSTALLATION AND WIRE FEEDING (FIG 4)
Do not wear gloves when setting up the wire and changing the wire reel.
When initially loading the wire through the torch, make sure the torch is as at and linear as possible and that the nozzle (FIG 4F) and contact tip
(FIG 4E) are removed.
FIG 4A :
• Place the reel on its support :
• Take reel driving force into consideration. To t a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Adjust the brake (FIG 4A-2) to avoid the wire getting tangled when the weld stops. In general, do not excessively tighten the brake, which would
cause the motor to overheat.
FIG 4B :
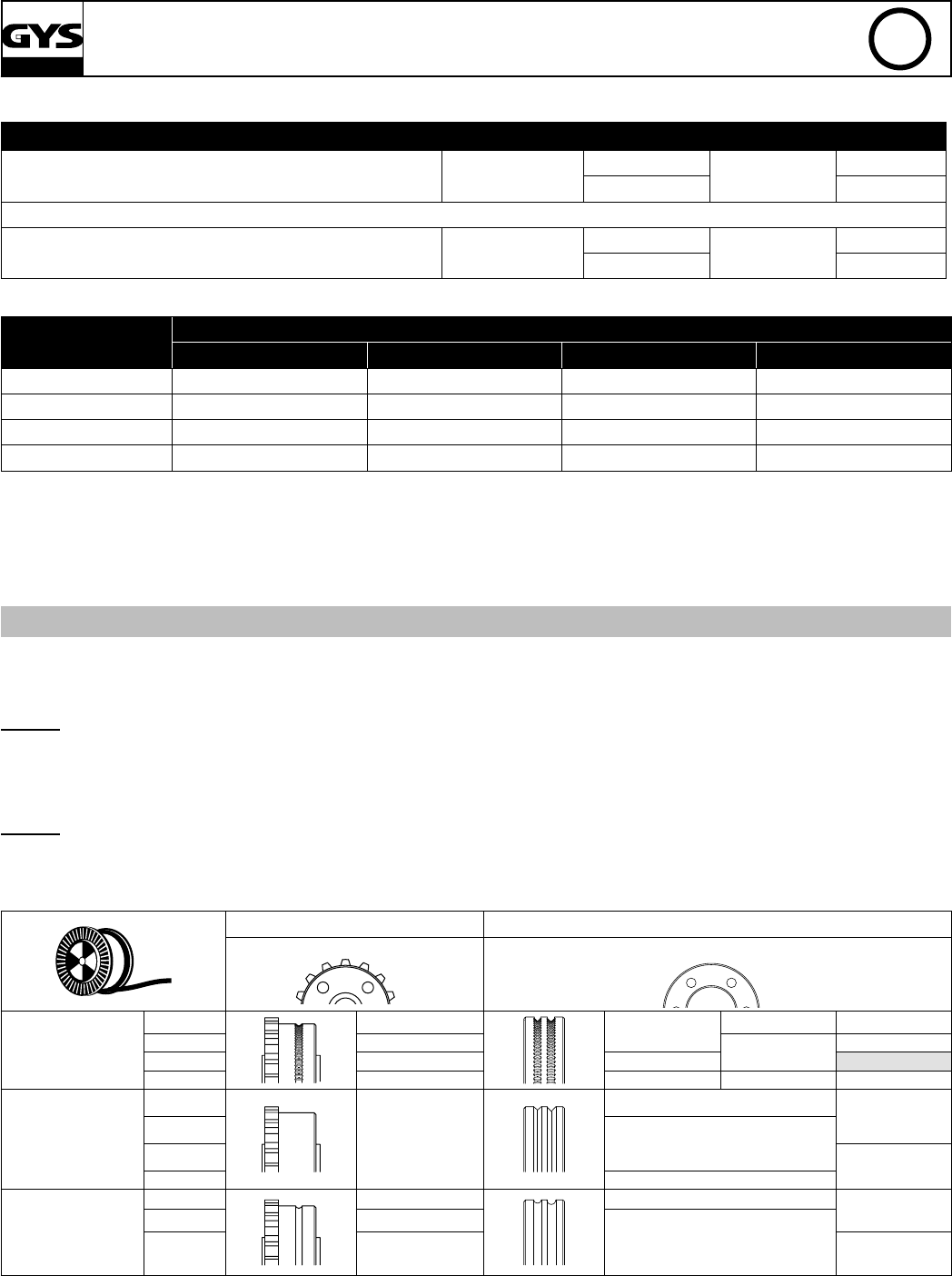
It is essential that the rollers match the type of wire used. The 2 top pressure rollers (diam.30mm) are different to the 2 bottom drive rollers
(diam.37mm) (FIG 4B). It is therefore necessary to check all 4 rollers before feeding the wire through.
Type E - Ø 30 mm - (1.2 in)Type C - Ø 37 mm - (1.45 in)
Cored wire
Ø 1,2 mm
038608
038646
--
Ø 1,6 mm038615
037113
040519
Ø 2,0 mm037106-
Ø 2,4 mm038622--040519
Steel and stainless
steel wire
Ø 0,8 mm
038561
-
042094
Ø 1,0 mm
042117
Ø 1,2 mm
041752
Ø 1,6 mm-
Aluminium
Ø 1,0 mm
038578-
042162
Ø 1,2 mm038585
041776
Ø 1,6 mm038592-
Adjust the pressure on the pressure rollers using the 2 adjusting wheels (FIG 4C-4). The pressure level needs to allow the wire to feed through the
torch without being slowed by the rollers. However, when the wire hits the welding area, the rollers must be able to skid on the wire without it get-
ting tangled when leaving the wire feed motor. When using soft wire such as aluminium, copper alloys or cored wire, if the pressure is too high it will
deform the wire . The use of the setting «2» is recommended.
Libble takes abuse of its services very seriously. We're committed to dealing with such abuse according to the laws in your country of residence. When you submit a report, we'll investigate it and take the appropriate action. We'll get back to you only if we require additional details or have more information to share.
Product:
Forumrules
To achieve meaningful questions, we apply the following rules:
First, read the manual;
Check if your question has been asked previously;
Try to ask your question as clearly as possible;
Did you already try to solve the problem? Please mention this;
Is your problem solved by a visitor then let him/her know in this forum;
To give a response to a question or answer, do not use this form but click on the button 'reply to this question';
Your question will be posted here and emailed to our subscribers. Therefore, avoid filling in personal details.
Register
Register getting emails for Gys NOMADFEED 425-4 at:
new questions and answers
new manuals
You will receive an email to register for one or both of the options.
Get your user manual by e-mail
Enter your email address to receive the manual of Gys NOMADFEED 425-4 in the language / languages: English, German, Dutch, French, Italian, Spanish as an attachment in your email.
The manual is 4,04 mb in size.
You will receive the manual in your email within minutes. If you have not received an email, then probably have entered the wrong email address or your mailbox is too full. In addition, it may be that your ISP may have a maximum size for emails to receive.
The manual is sent by email. Check your email
If you have not received an email with the manual within fifteen minutes, it may be that you have a entered a wrong email address or that your ISP has set a maximum size to receive email that is smaller than the size of the manual.
The email address you have provided is not correct.
Please check the email address and correct it.
Your question is posted on this page
Would you like to receive an email when new answers and questions are posted? Please enter your email address.