DE/AT/CH 53
Die Schlacke darf erst nach dem Abkühlen von der Naht entfernt werden. Um eine Schweißung
an einer unterbrochenen Naht fortzusetzen:
Entfernen Sie zuerst die Schlacke an der Ansatzstelle.
In der Nahtfuge wird der Lichtbogen gezündet, zur Anschlussstelle geführt, dort richtig aufgeschmol-
zen und anschließend die Schweißnaht weitergeführt.
VORSICHT!: Beachten Sie, dass der Brenner nach dem Schweißen immer auf einer isolierten Ab-
lage abgelegt werden muss.
Schalten Sie das Schweißgerät nach Beendigung der Schweißarbeiten und bei Pausen immer aus,
und ziehen Sie stets den Netzstecker aus der Steckdose.
zSchweißnaht erzeugen
Stechnaht oder stoßendes Schweißen
Der Brenner wird nach vorne geschoben. Ergebnis: Die Einbrandtiefe ist kleiner, Nahtbreite größer,
Nahtoberraupe (sichtbare Oberfläche der Schweißnaht) flacher und die Bindefehlertoleranz (Fehler in
der Materialverschmelzung) größer.
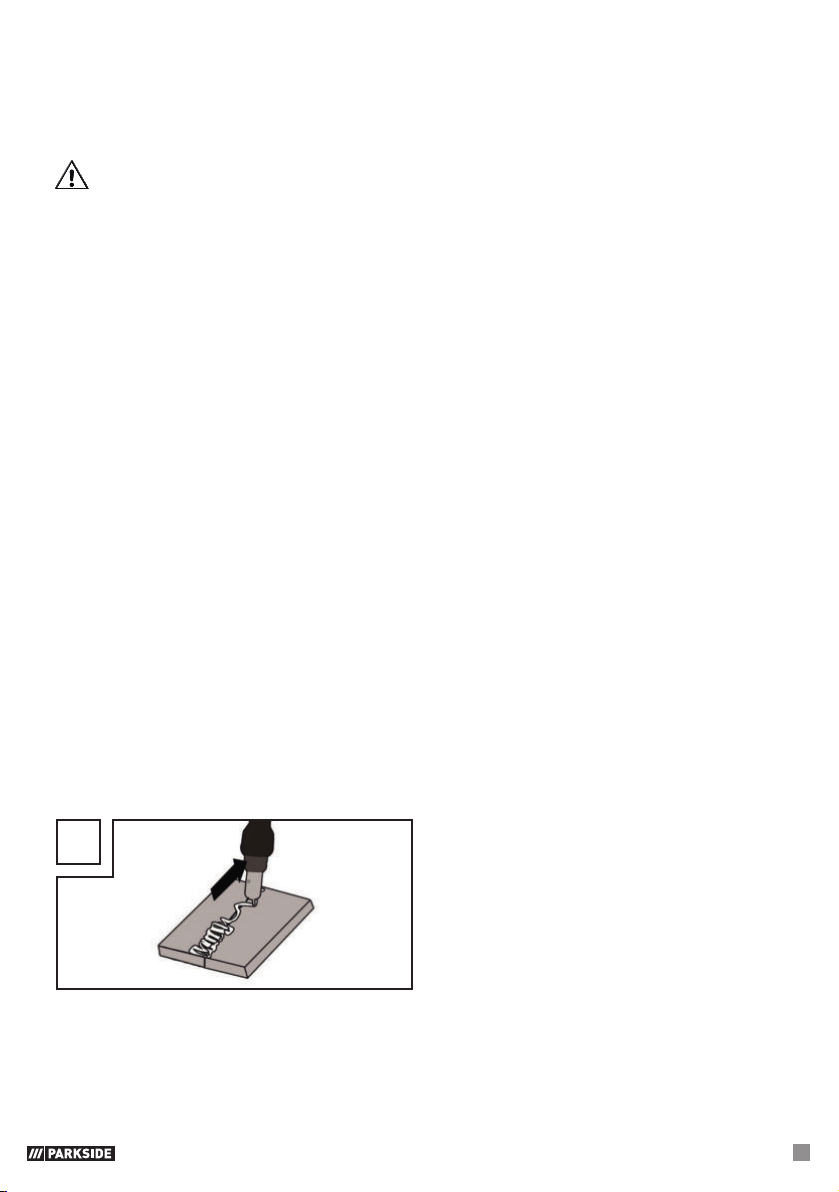
Schleppnaht oder ziehendes Schweißen
Der Brenner wird von der Schweißnaht weggezogen (Abb. V). Ergebnis: Einbrandtiefe größer,
Nahtbreite kleiner, Nahtoberraupe höher und die Bindefehlertoleranz kleiner.
Schweißverbindungen
Es gibt zwei grundlegende Verbindungsarten in der Schweißtechnik: Stumpfnaht- (Außenecke) und Kehl-
nahtverbindung (Innenecke und Überlappung).
Stumpfnahtverbindungen
Bei Stumpfnahtverbindungen bis zu 2 mm Materialstärke werden die Schweißkanten vollständig an-
einander gebracht. Für größere Stärken sollte ein Abstand von 0,5 - 4 mm gewählt werden. Der ideale
Abstand hängt von dem geschweißten Material (Aluminium bzw. Stahl), der Materialzusammensetzung
sowie der gewählten Schweißart ab. Dieser Abstand sollte an einem Probewerkstück ermittelt werden.
Flache Stumpfnahtverbindungen
Schweißungen sollten ohne Unterbrechung und mit ausreichender Eindringtiefe ausgeführt werden,
daher ist eine gute Vorbereitung äußerst wichtig. Die Qualität des Schweißergebnisses wird beeinflusst
durch: die Stromstärke, den Abstand zwischen den Schweißkanten, die Neigung des Brenners und den
Durchmesser des Schweißdrahtes. Je steiler der Brenner gegenüber dem Werkstück gehalten wird, desto
höher ist die Eindringtiefe und umgekehrt.
V
Um Verformungen, die während der Materialhärtung eintreten können, zuvorzukommen oder zu verrin-
gern, ist es gut, die Werkstücke mit einer Vorrichtung zu fixieren. Es ist zu vermeiden, die verschweißte
Struktur zu versteifen, damit Brüche in der Schweißung vermieden werden. Diese Schwierigkeiten kön-
nen verringert werden, wenn die Möglichkeit besteht, das Werkstück so zu drehen, dass die Schwei-
ßung in zwei entgegengesetzten Durchgängen durchgeführt werden kann.