DE/AT/CH 51
um in das Drahtauswahlmenü [Skizze 4] zu gelangen.
Durch Drehen und Drücken von Schalter 13 kann hier der verwendete Schweißdraht sowie ggf. das
verwendete Schutzgas eingestellt werden. Bei Stahldraht (Fe + CO / Fe + MIX 80/20) kann CO2 oder ein
80% Argon / 20% CO2 Mix als Schutzgas verwendet werden. Anschließend kann durch Drehen und
Drücken des Schalters 13 der Drahtdurchmesser eingestellt werden. Durch Drücken des Schalters für
Spannungseinstellung 12 (im Folgenden Schalter 12) gelangen Sie zurück zu den Schweißeinstellungen.
Nun kann in der oberen Leiste analog zwischen „2T“ (2 Takt) und „4T“ (4 Takt) gewählt werden. Beim 2
Takt Schweißen liegt Spannung an, solange der Abzug des Brenners gedrückt wird.
Beim 4 Takt Verfahren liegt Spannung an sobald der Abzug des Brenners kurz gedrückt und dann wieder
losgelassen wird. Die Spannung wird unterbrochen sobald der Abzug erneut gedrückt wird.
Durch Drehen von Schalter 13 kann nun der Schweißstrom eingestellt werden. Der Drahtvorschub passt sich
automatisch an und es wird eine Empfehlung für die zu schweißende Materialstärke in mm angezeigt.
Durch Drehen von Schalter 12 kann die Spannung eingestellt werden wodurch sich auch die Länge des
Lichtbogens „ARC LENGTH“ ändert. Wird Schalter 12 gedrückt und anschließend gedreht kann die
Induktivität „INDUCTANCE“ angepasst werden.
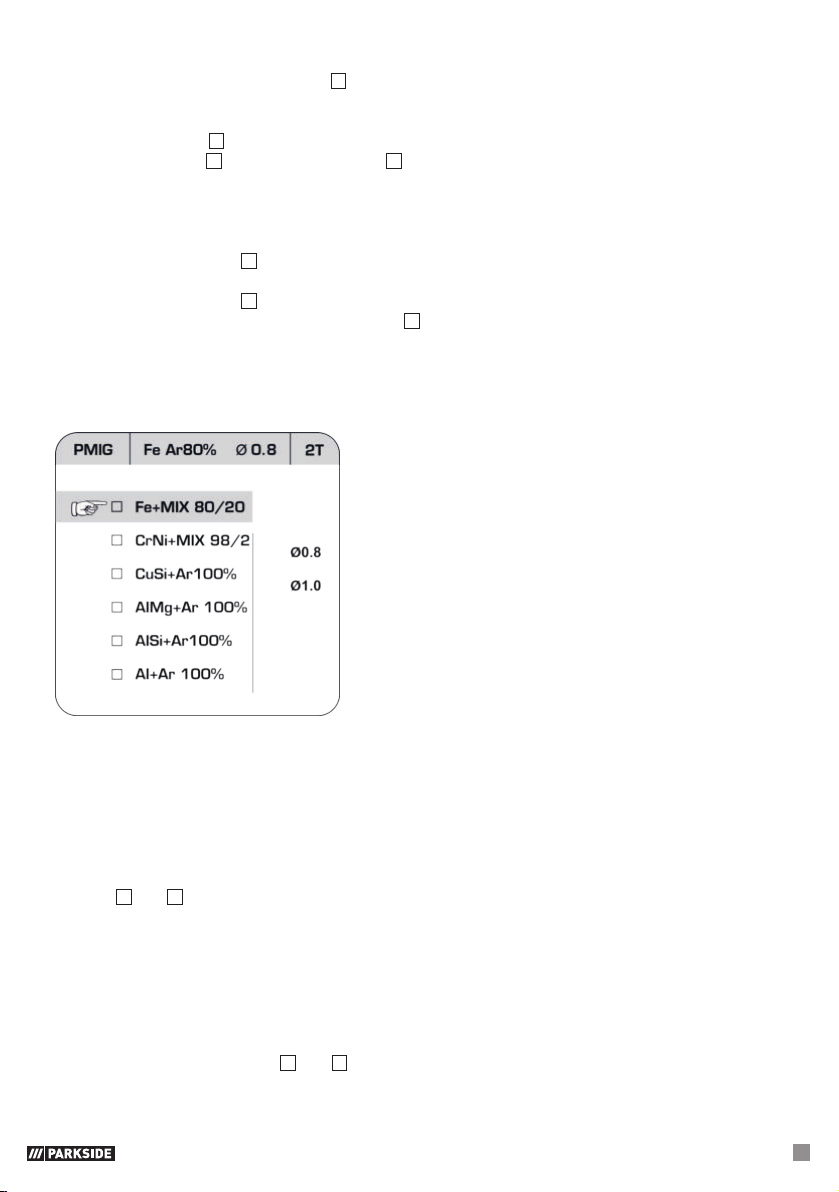
zPMIG Schweißen
Skizze 5
Für geringere Spritzerbildung und einen stabileren Lichtbogen kann das Puls MIG Verfahren gewählt
werden. Bei diesem Verfahren können Sie zwischen Stahldraht, CrNi, CuSi, AlMg, AlSi und Al Draht
wählen [Skizze 5]. Weiterhin wird das verwendete Schutzgas angegeben.
Bei Verwendung der jeweiligen Drähte sind folgende Schutzgase zu verwenden:
Fe (Stahldraht): [80% Argon / 20 % CO2]
CrNi (Edelstahl) Draht: [98% Argon / 2 % CO2]
CuSi, AlMg, AlSi und Aluminiumdraht: [100% Argon]
Die Navigation innerhalb des PMIG Menüs erfolgt analog der Navigation im „MAG“ Menü über die
Schalter 12 und 13. Ebenso kann der Durchmesser des verwendeten Schweißdrahtes eingestellt und
zwischen „2T“ und „4T“ gewählt werden.
zDPMIG Schweißen
Durch das Doppelpuls MIG Verfahren wird weniger Hitze in das Material eingetragen. Dadurch ist
dieses Verfahren besonders zum Dünnblechschweißen von Edelstahl und Aluminium geeignet.
Bei diesem Verfahren können die gleichen Drahtelektroden und Schutzgase wie beim PMIG Schweißen
verwendet werden. Die Navigation innerhalb des DPMIG Menüs erfolgt analog der Navigation im
„MAG“ Menü über die Schalter 12 und 13. Ebenso kann der Durchmesser des verwendeten Schweiß-
drahtes eingestellt und zwischen „2T“ und „4T“ gewählt werden.
Weiterhin kann hier, nach Einstellung des verwendeten Schweißdrahtes, durch zweimaliges Drücken des