2. Verklaring van de symbolen ......................................................................................................................................................................... 4
3. Gebruik volgens voorschrift .......................................................................................................................................................................... 5
a) Algemeen .................................................................................................................................................................................................6
b) Opstellen, locatie .....................................................................................................................................................................................6
c) Gebruik ....................................................................................................................................................................................................7
5. Beschrijving features ......................................................................................................................................................................................8
6. Werkingsprincipe van de 3D-printer ...............................................................................................................................................................8
8. Benodigd gereedschap en materiaal ...........................................................................................................................................................10
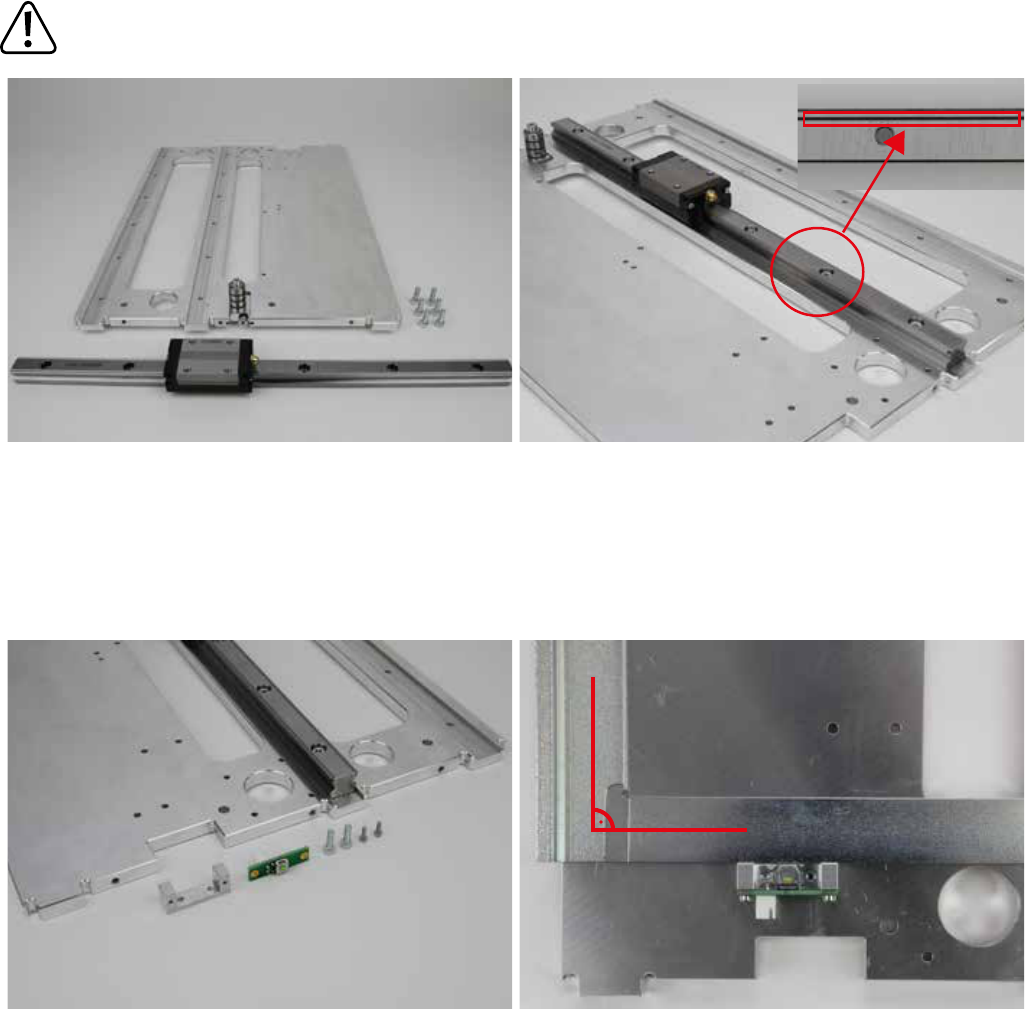
9. Assembleren van de mechanische onderdelen ...........................................................................................................................................10
a) Algemeen ...............................................................................................................................................................................................10
b) Componenten monteren .......................................................................................................................................................................11
a) Algemeen ...............................................................................................................................................................................................42
b) Printplaat en componenten inbouwen en aansluiten .............................................................................................................................43
c) Onderdelen aansluiten ...........................................................................................................................................................................52
12. Eerste gebruik ..............................................................................................................................................................................................69
b) Ventilatorhouder en werking Z-eindschakelaar controleren ...................................................................................................................70
c) Installatie en transport ...........................................................................................................................................................................70
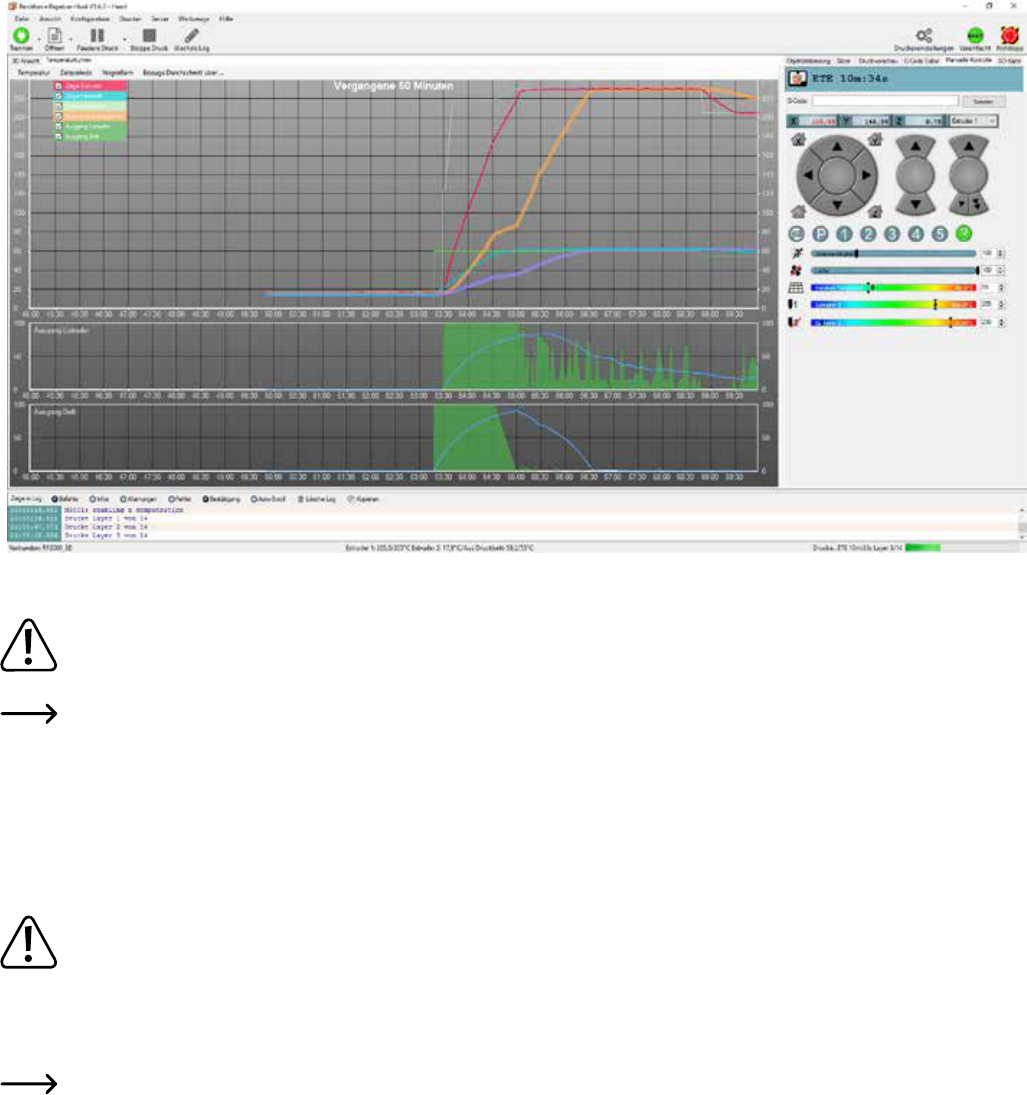
d) Spanning aanbrengen en eerste keer inschakelen ...............................................................................................................................71
13. Bediening op de printer ................................................................................................................................................................................72
a) Beschrijving functie bedieningstoetsen ..................................................................................................................................................72
b) Beschrijving extruder .............................................................................................................................................................................72
c) Uitgebreid hoofdmenu ...........................................................................................................................................................................73
e) Functie van de verschillende menu-opties ............................................................................................................................................75
a) Algemene informatie over het kalibreren ............................................................................................................................................. 78
b) Afstand tussen spuitmond en verwarmingsplaat instellen .....................................................................................................................79
c) Heat Bed Scan voor PLA of ABS uitvoeren ...........................................................................................................................................83
d) Snelle Heat Bed Scan uitvoeren ............................................................................................................................................................85
15. Filament plaatsen, verwijderen en vervangen..............................................................................................................................................88
a) Filament plaatsen - mechanische deel ..................................................................................................................................................88
b) Filament plaatsen via het menu op de printer ........................................................................................................................................89
c) Filament verwijderen en vervangen .......................................................................................................................................................91
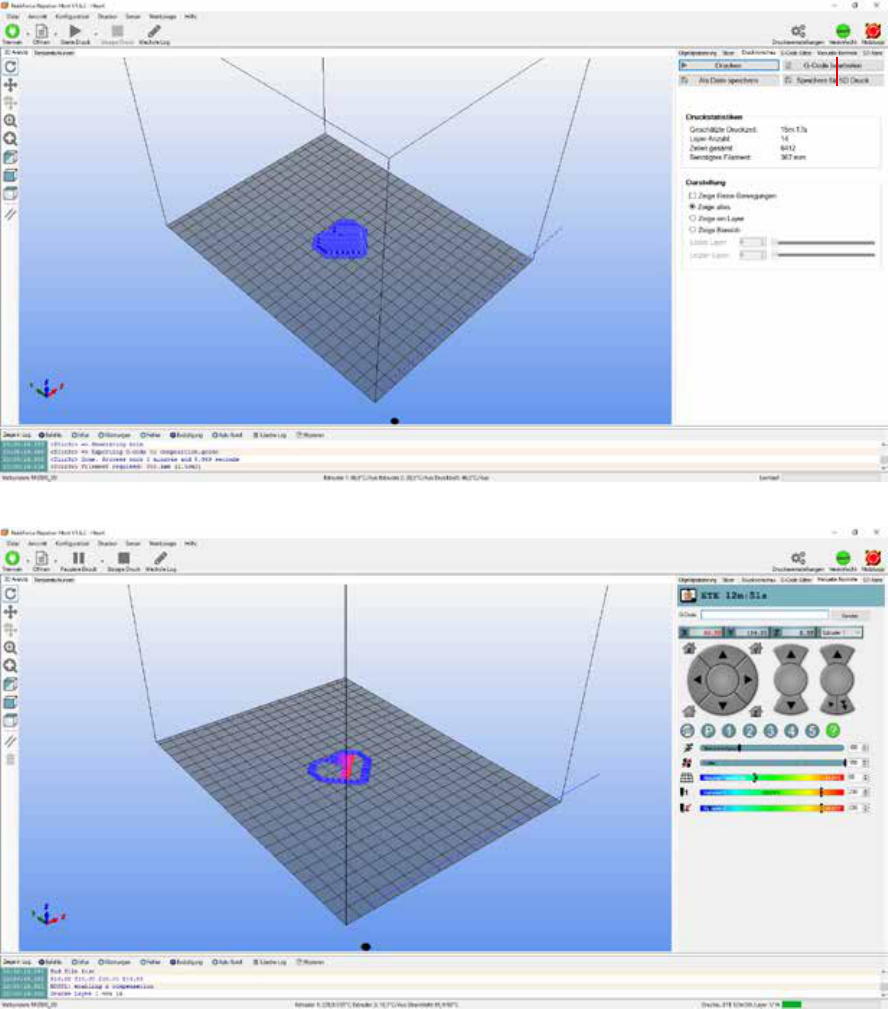
16. Eerste print van een voorbeeldobject op de SD-kaart .................................................................................................................................92
17. Algemene informatie over 3D-printen ......................................................................................................................................................... 94
a) Algemene informatie over de software ..................................................................................................................................................95
b) Installatie ................................................................................................................................................................................................95
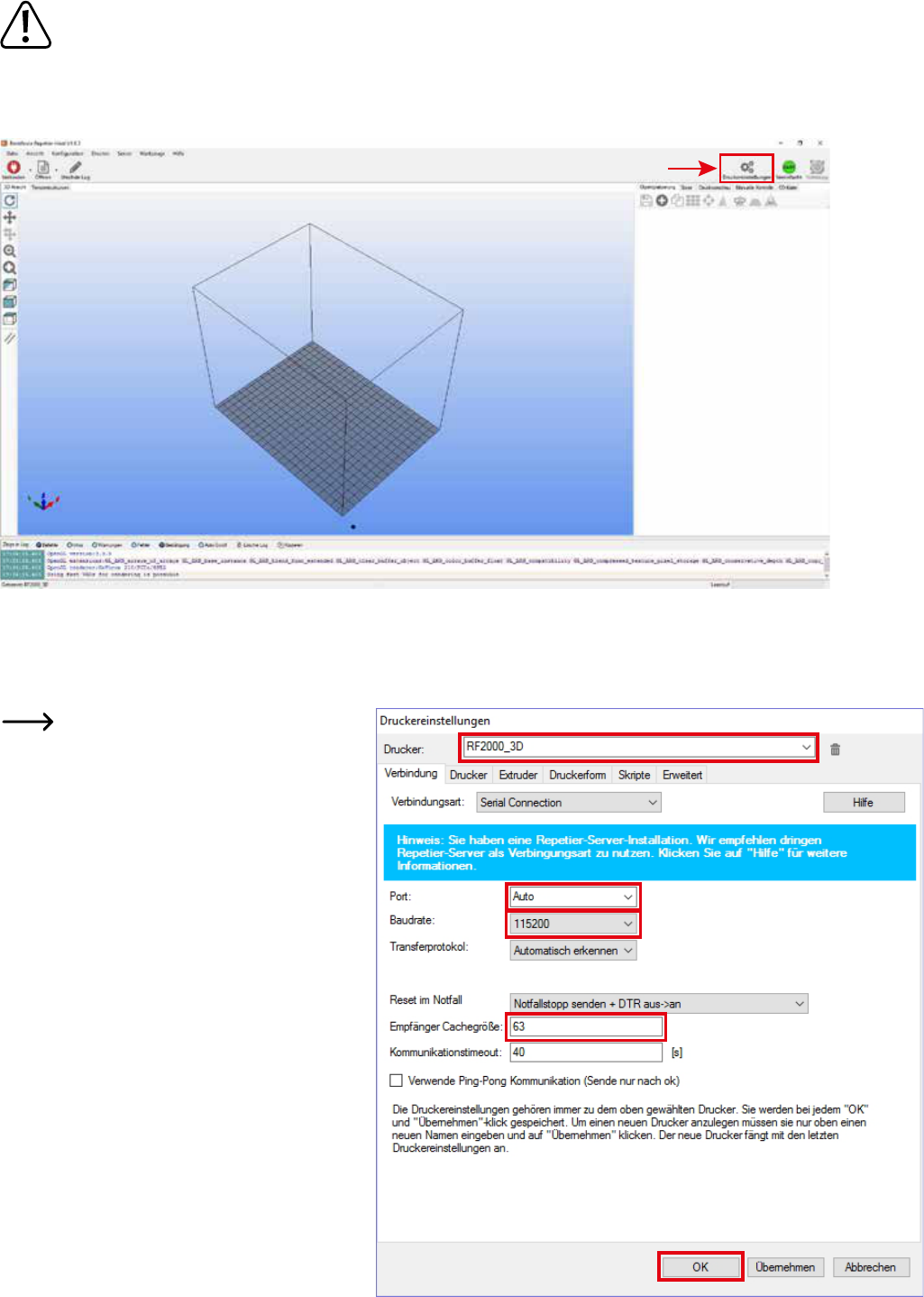
c) Aangesloten printer koppelen ................................................................................................................................................................96
d) Handmatige bediening via de software ..................................................................................................................................................98
e) Een printobject positioneren in de software ...........................................................................................................................................99
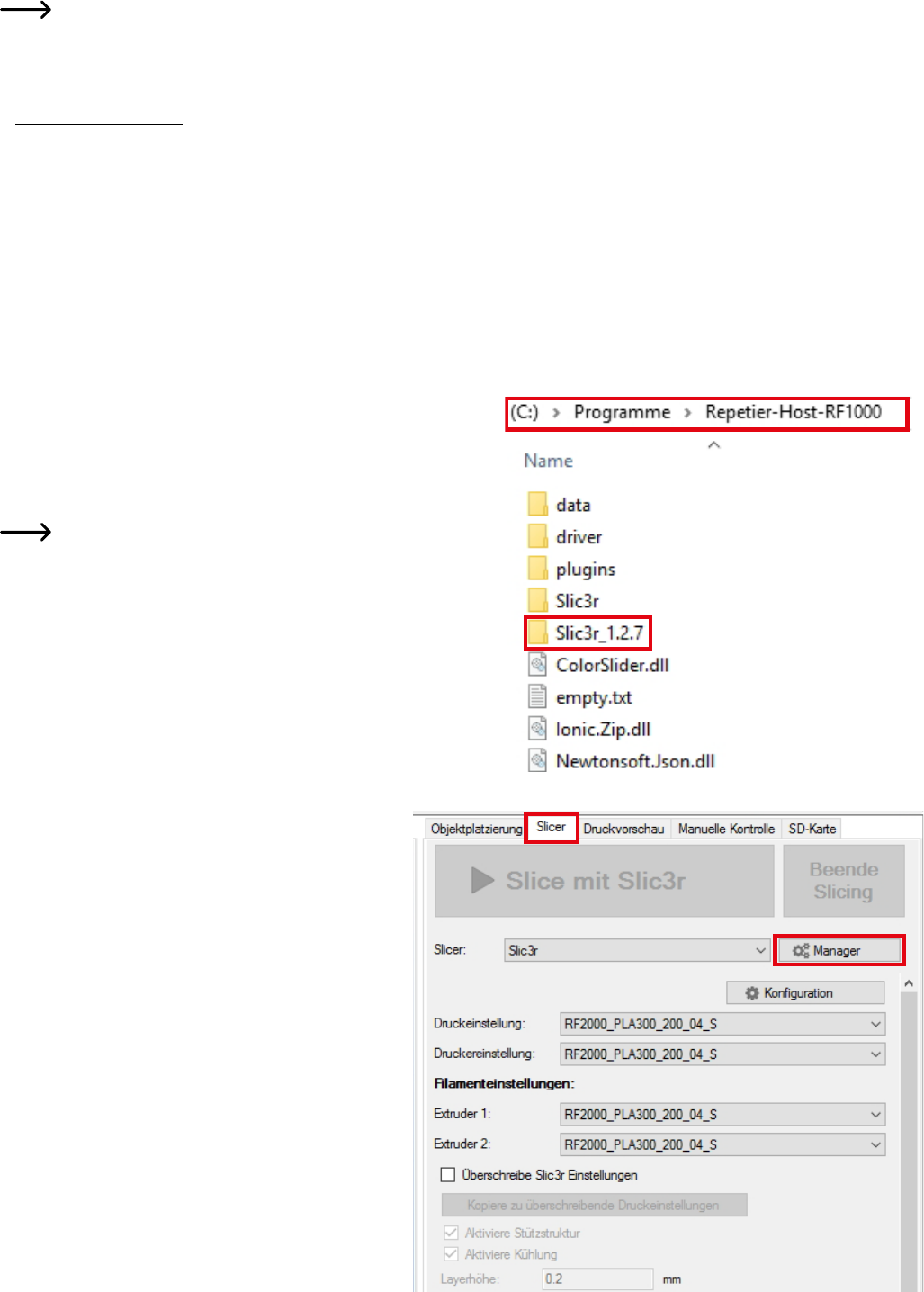
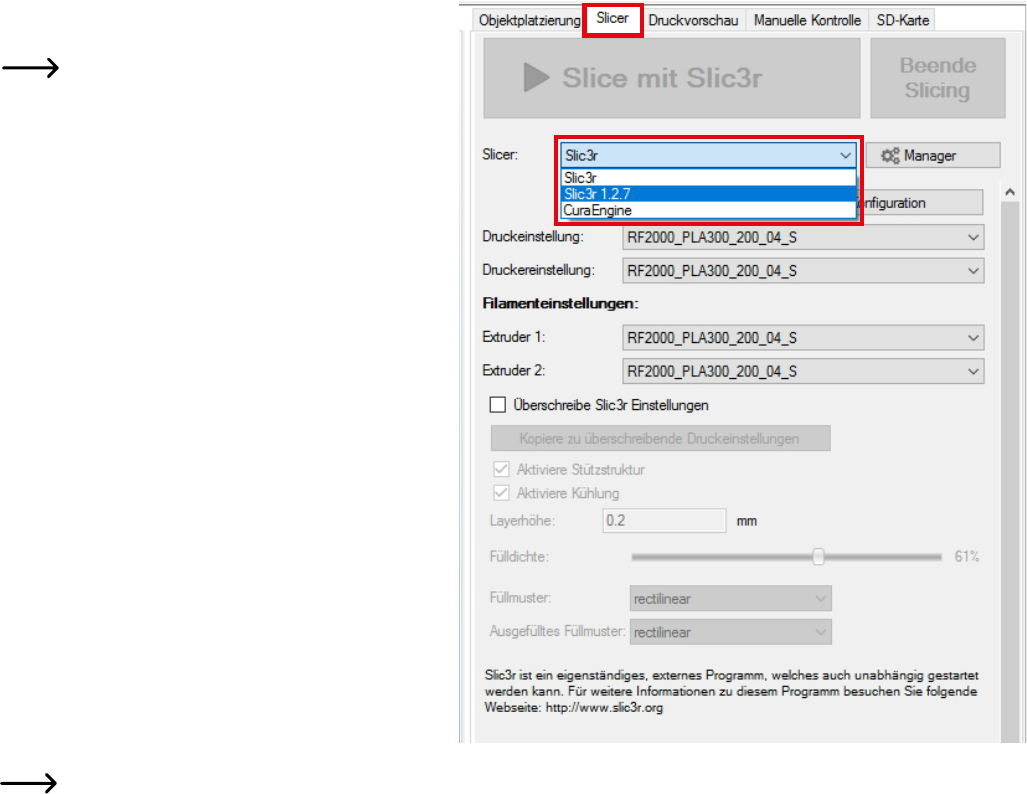
i) Nog een Slic3r-versie opzetten ............................................................................................................................................................115
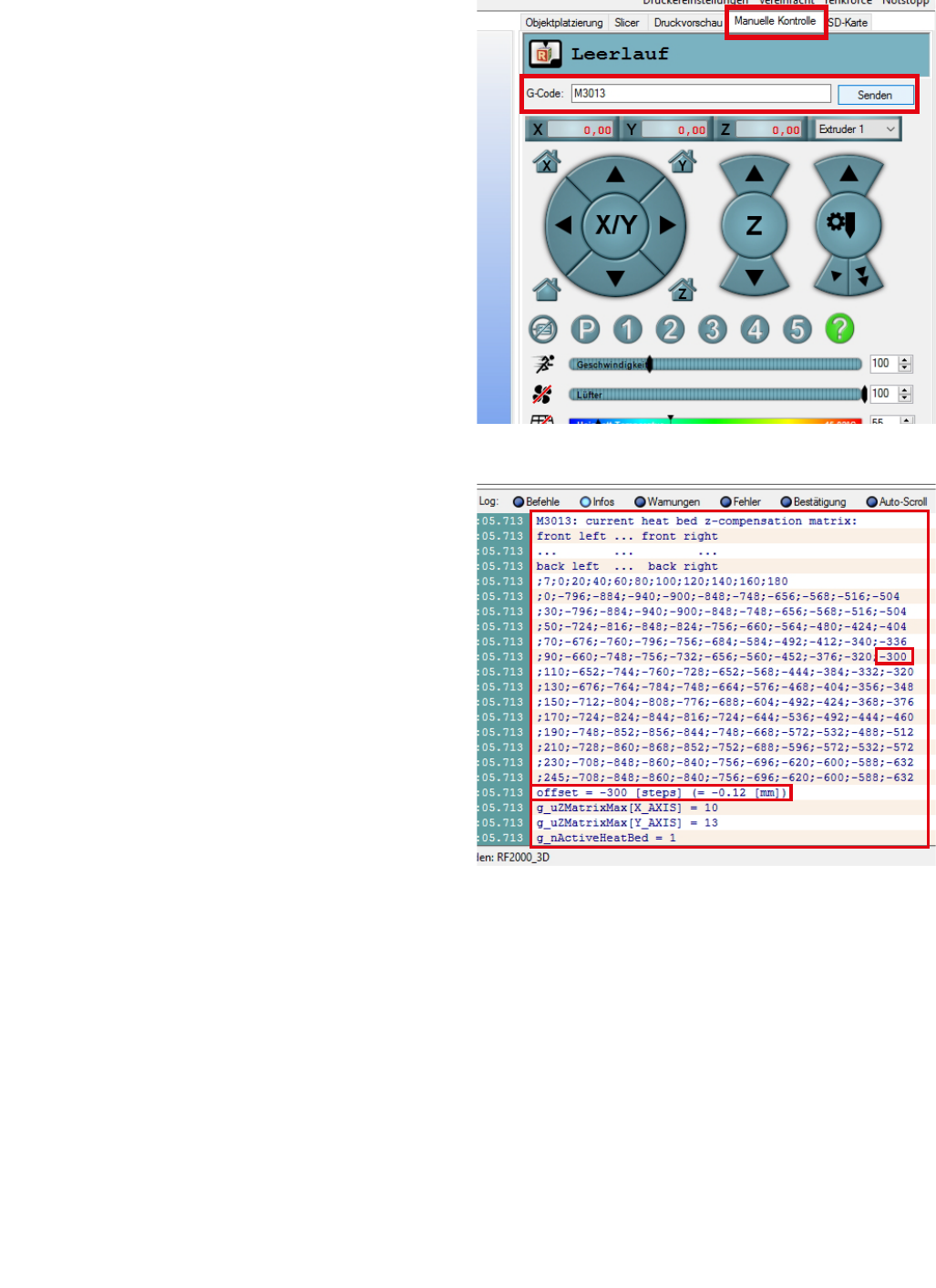
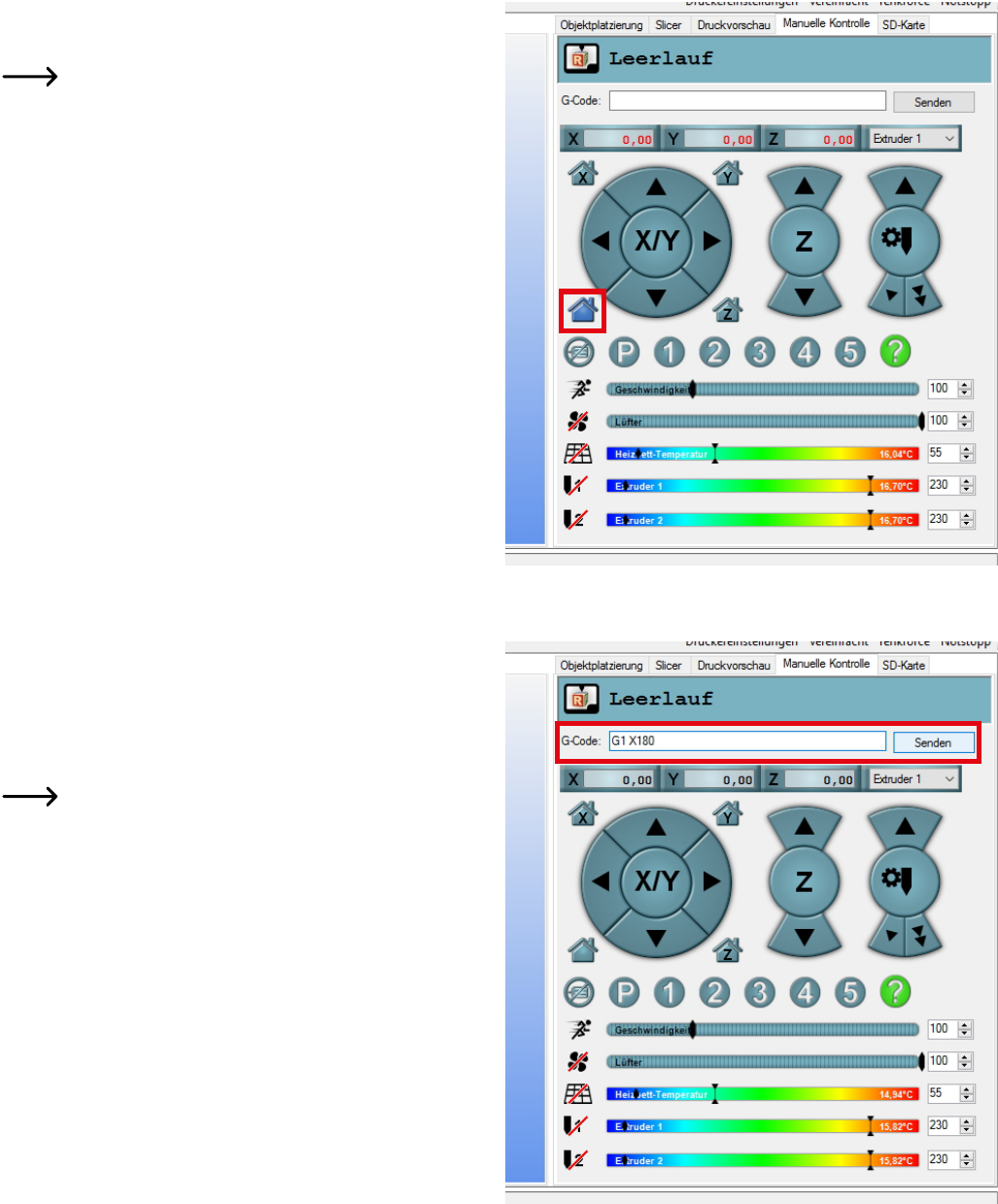
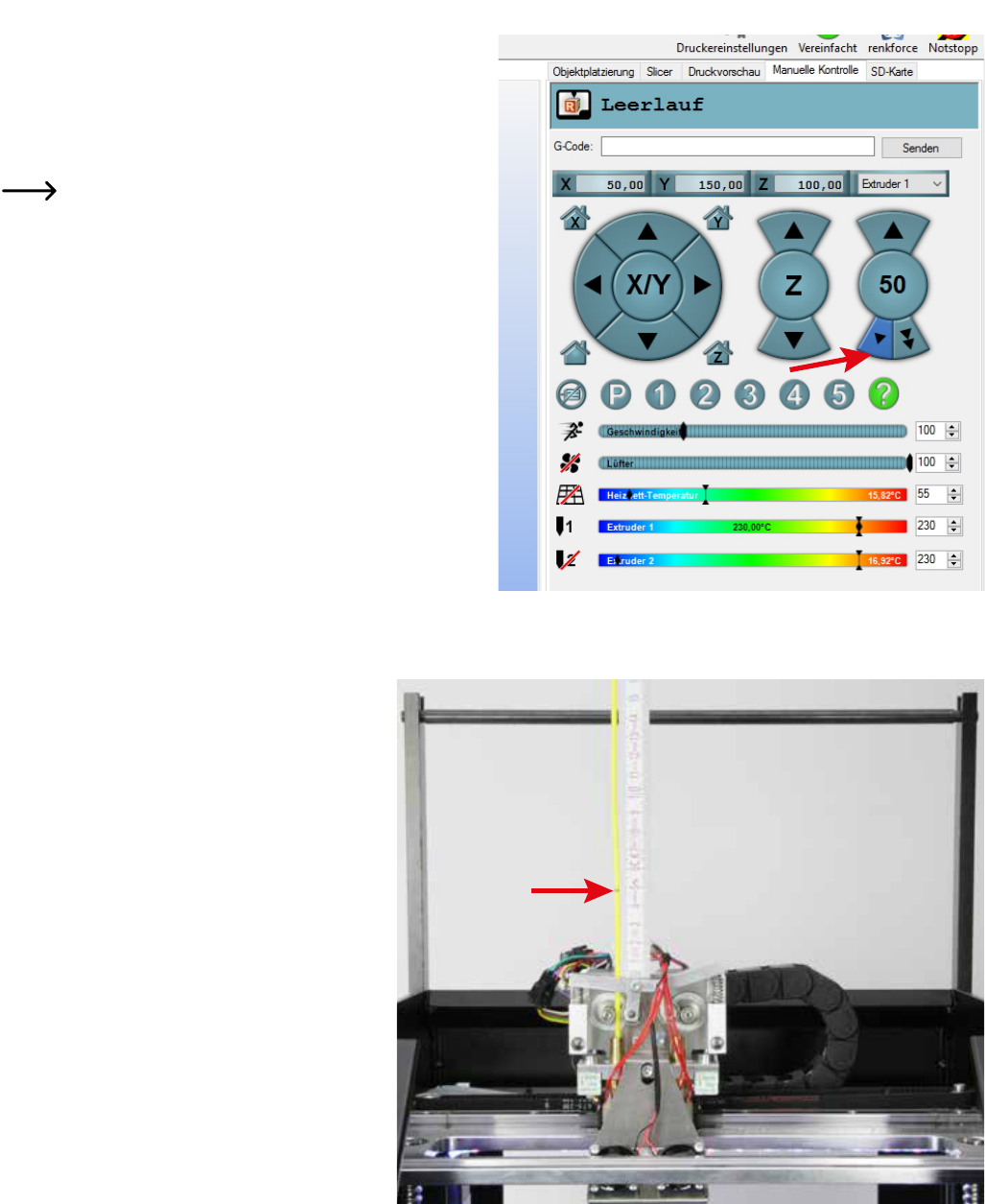
a) Hoogste punt van de verwarmingsplaat bepalen .................................................................................................................................118
c) Fijnafstelling beide extruders ...............................................................................................................................................................125
d) Temperatuur verwarmingsplaat corrigeren ..........................................................................................................................................127
a) Algemeen .............................................................................................................................................................................................131
b) Reinigen ...............................................................................................................................................................................................131
c) Zekering vervangen .............................................................................................................................................................................132
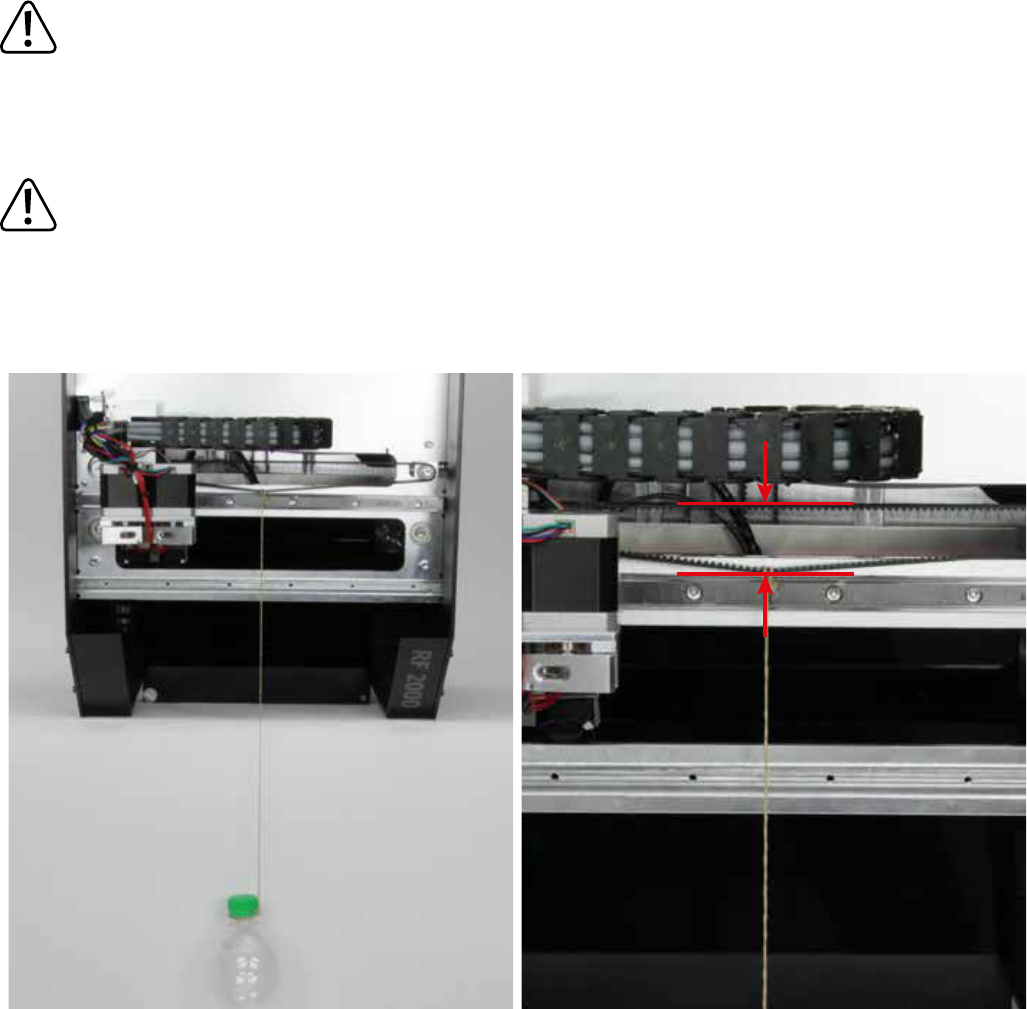
d) Spanning van de riem controleren .......................................................................................................................................................133
23. Omgaan met het apparaat .........................................................................................................................................................................140
a) Bekabelingsschema hoofdprintplaat ....................................................................................................................................................141
b) Aanwijzingen bij de printbestanden (G-Code-bestanden) op de meegeleverde SD-kaart ..................................................................141
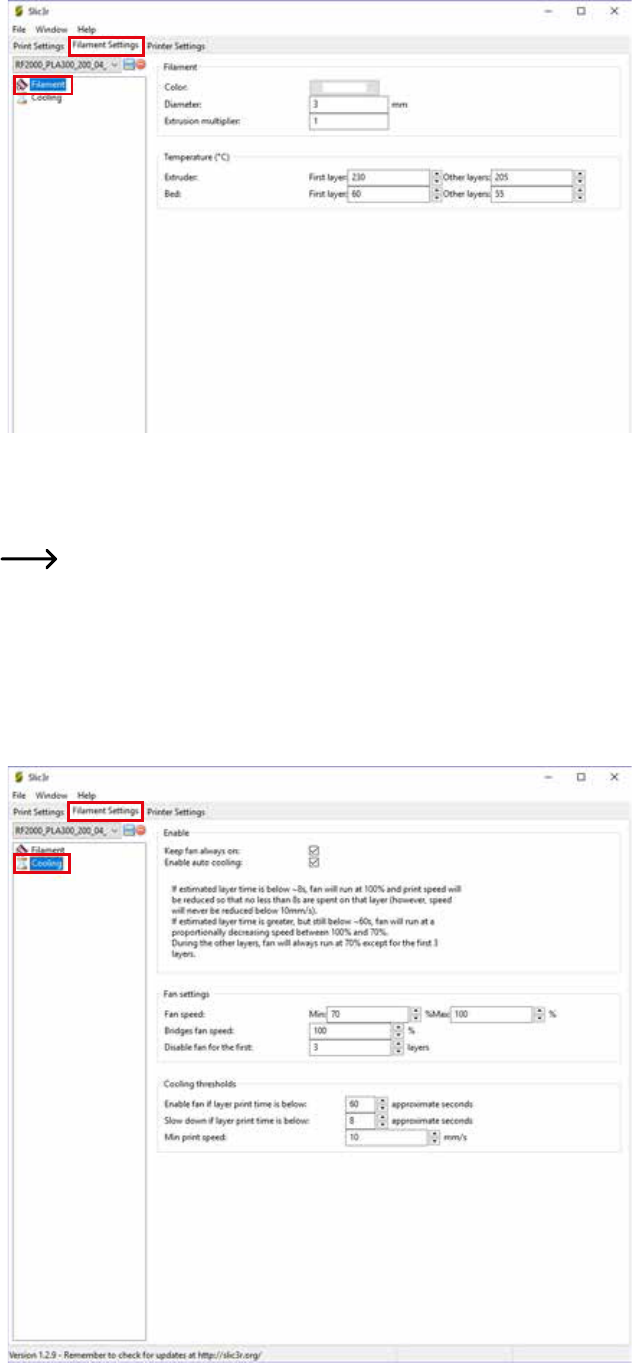
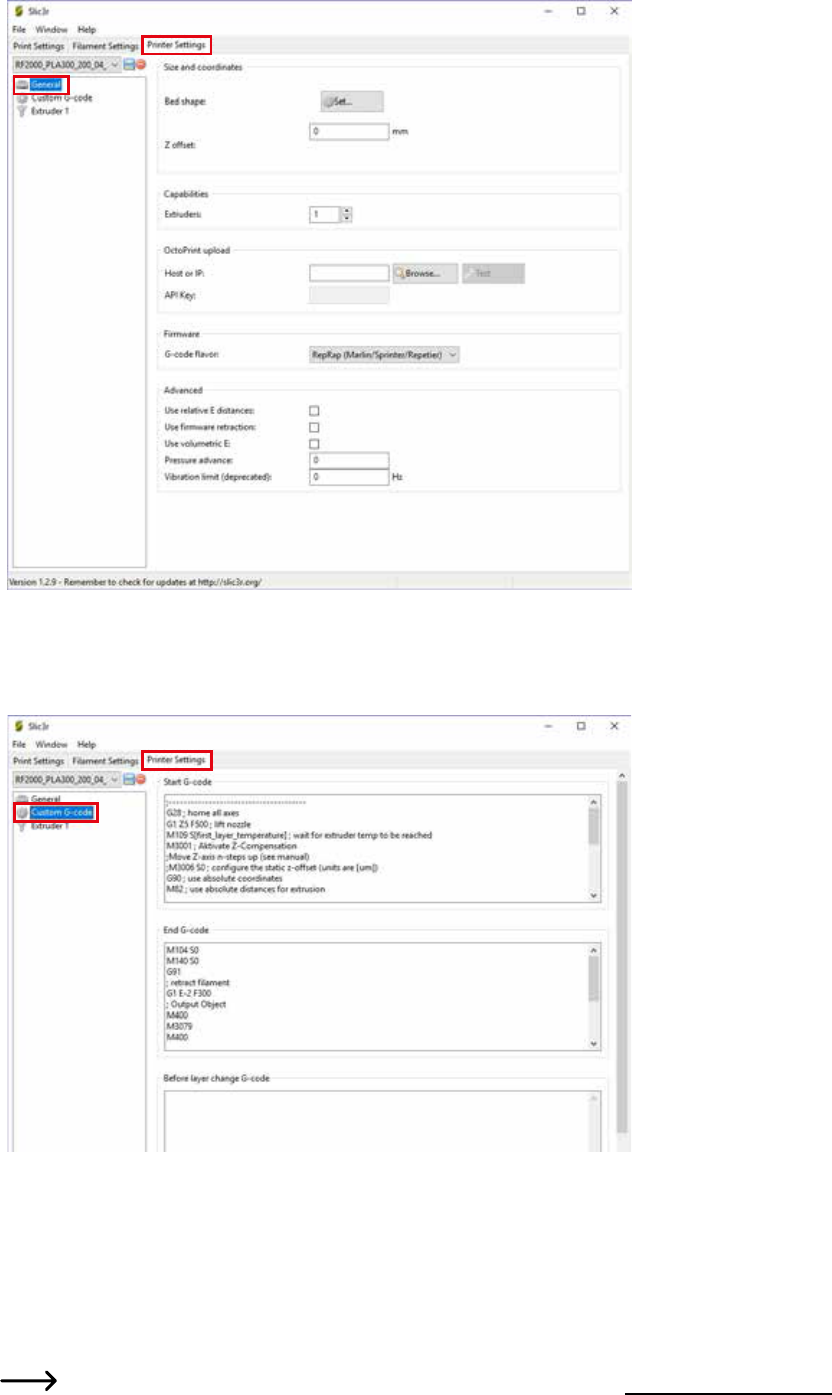
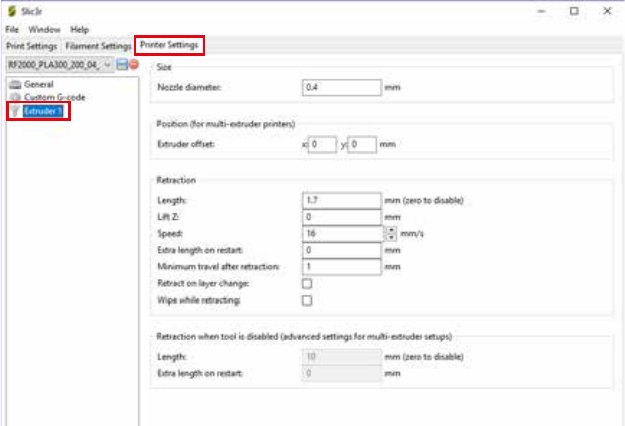
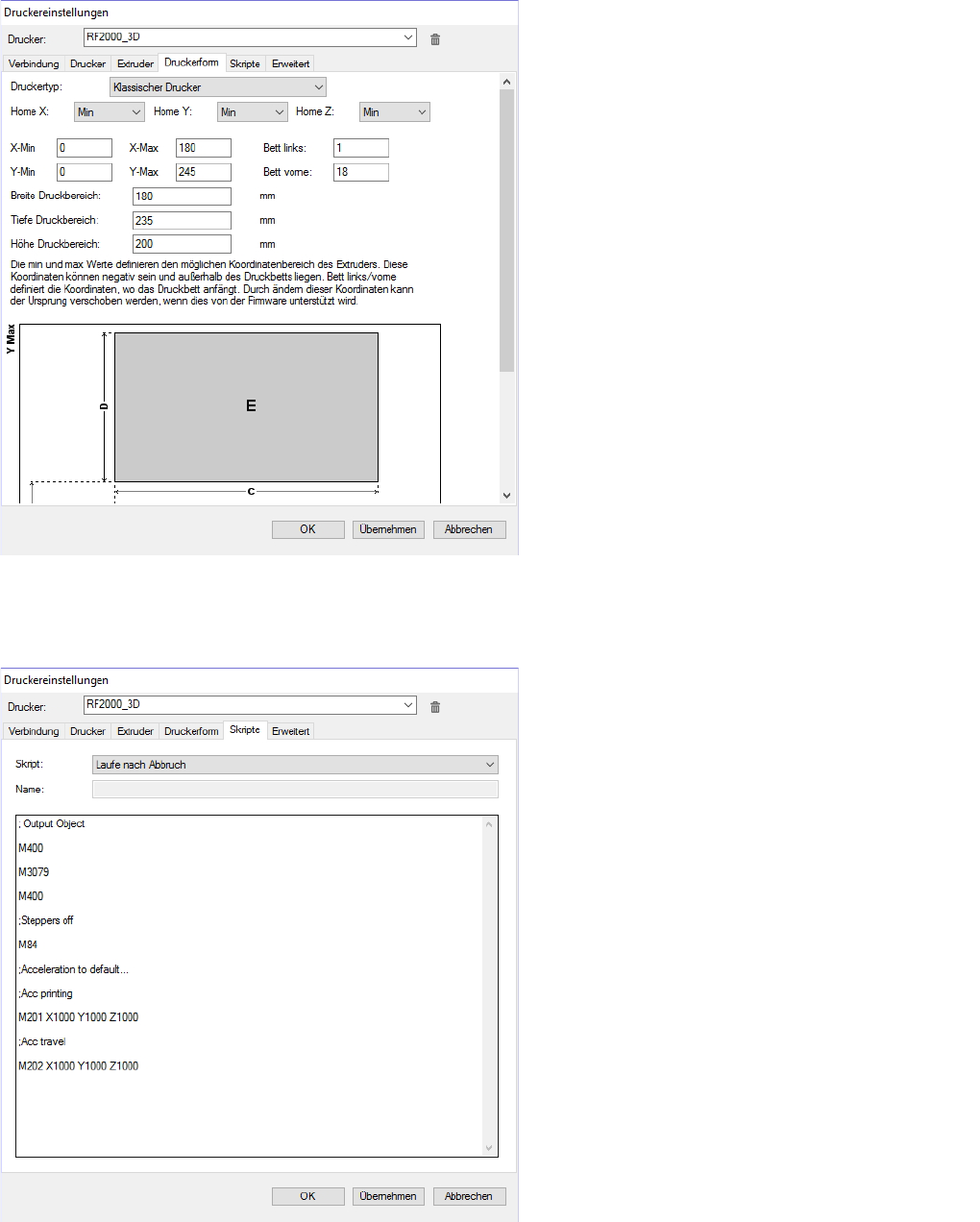
c) Printerinstellingen opgeven .................................................................................................................................................................142
d) Status- en foutmeldingen .....................................................................................................................................................................145
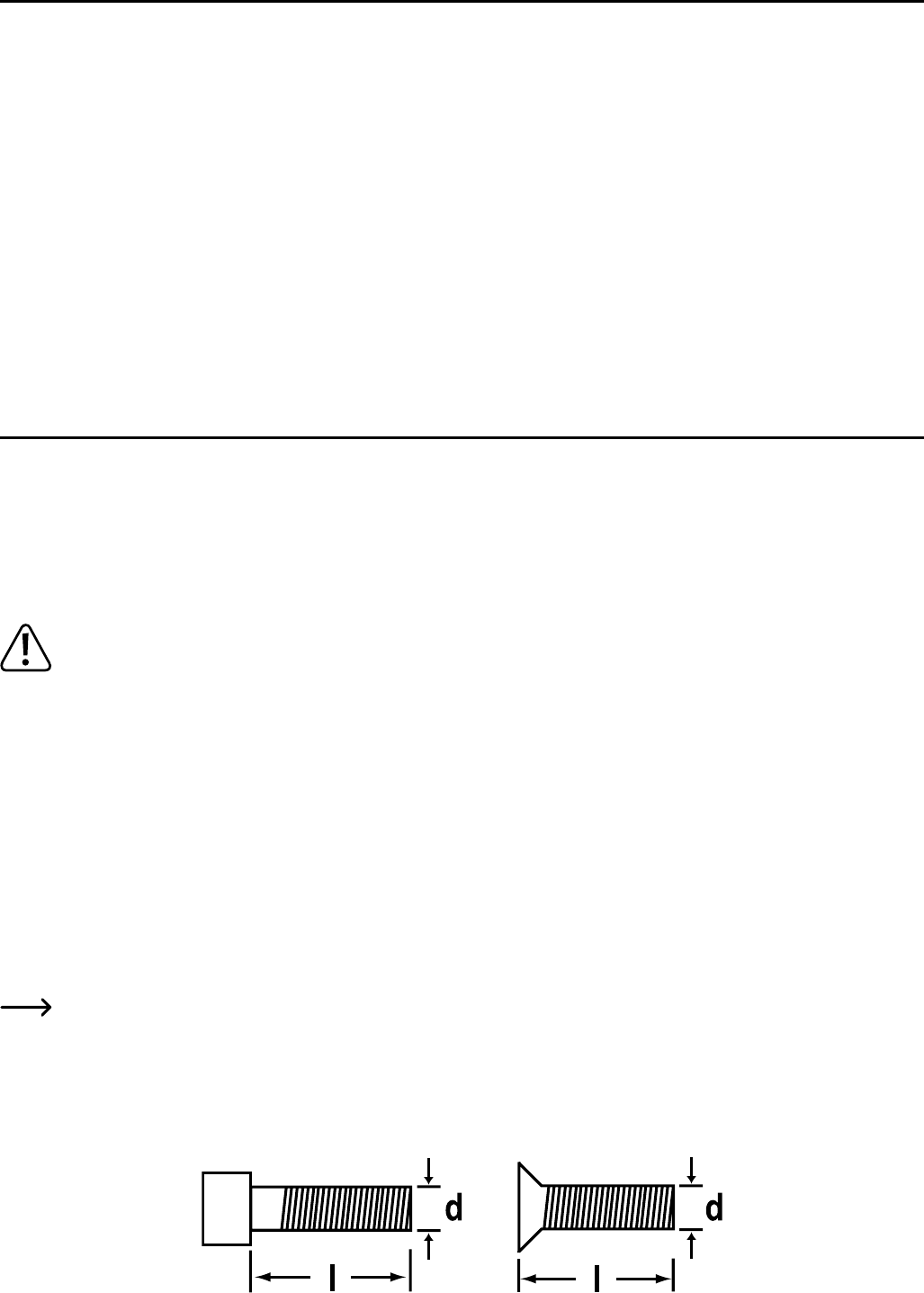
e) Aanbevolen aandraaimoment van de schroeven ................................................................................................................................150
4
1. Inleiding
Geachte klant,
Hartelijk dank voor de aanschaf van dit product.
Dit product voldoet aan de wettelijke, nationale en Europese eisen. Om deze conformiteit in stand te houden en zeker te zijn dat u het product
zonder gevaar gebruikt, moet u als gebruiker deze handleiding in acht nemen!
Deze gebruiksaanwijzing hoort bij dit product. Er staat belangrijke informatie in over ingebruikname en gebruik. Houd hier rekening
mee, ook als u dit product doorgeeft aan anderen. Bewaar deze gebruiksaanwijzing daarom goed, zodat u hem later nog eens kunt
kingsinrichtingen, is onderhevig aan de schriftelijke toestemming van de uitgever. Nadruk, ook gedeeltelijk, is verboden. Deze bedieningshandleiding weerspiegelt de
stand van de techniek bij het ter perse gaan.
Copyright 2017 by Conrad Electronic SE. 1395717_18_V4_0117_01_RR_m_NL
Libble takes abuse of its services very seriously. We're committed to dealing with such abuse according to the laws in your country of residence. When you submit a report, we'll investigate it and take the appropriate action. We'll get back to you only if we require additional details or have more information to share.
Product:
Forumrules
To achieve meaningful questions, we apply the following rules:
First, read the manual;
Check if your question has been asked previously;
Try to ask your question as clearly as possible;
Did you already try to solve the problem? Please mention this;
Is your problem solved by a visitor then let him/her know in this forum;
To give a response to a question or answer, do not use this form but click on the button 'reply to this question';
Your question will be posted here and emailed to our subscribers. Therefore, avoid filling in personal details.
Register
Register getting emails for Renkforce RF2000 at:
new questions and answers
new manuals
You will receive an email to register for one or both of the options.
Get your user manual by e-mail
Enter your email address to receive the manual of Renkforce RF2000 in the language / languages: German as an attachment in your email.
The manual is 20,05 mb in size.
You will receive the manual in your email within minutes. If you have not received an email, then probably have entered the wrong email address or your mailbox is too full. In addition, it may be that your ISP may have a maximum size for emails to receive.
The manual is sent by email. Check your email
If you have not received an email with the manual within fifteen minutes, it may be that you have a entered a wrong email address or that your ISP has set a maximum size to receive email that is smaller than the size of the manual.
The email address you have provided is not correct.
Please check the email address and correct it.
Your question is posted on this page
Would you like to receive an email when new answers and questions are posted? Please enter your email address.