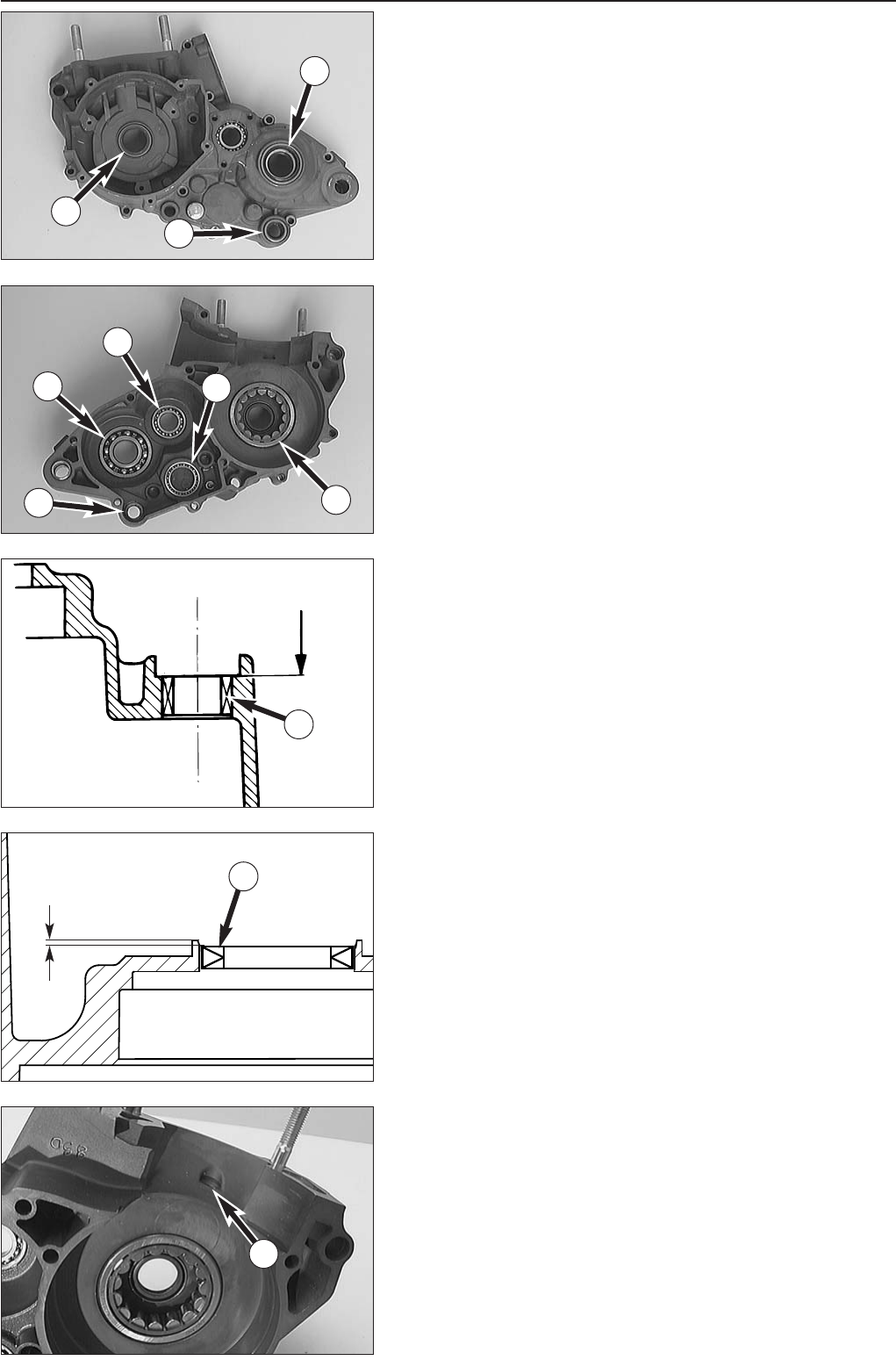
Working on the left-hand housing half
– Remove all shaft seal rings and use an oven to heat the casing half to
approx. 150°C.
Crankshaft roller bearing
1
Press old roller bearing inwards, press in new ball bearing to the stop with
the open side of ball cage downwards (outside). The inner ring on the
crankshaft must also be renewed (see paragraph about crankshaft).
Needle bearing of drive shaft
2
Press old grooved ball bearing inward, press new grooved ball bearing
from the inside up to the stop.
Grooved ball bearing of countershaft
3
Press old ball bearing inwards, press in new ball bearing to the stop from
inside.
Grooved ball bearing of shift roller
4
Ball bearing falls out of its seat of its own accord when housing half has
been heated to approx. 150° C.
If necessary, knock housing half on a plane piece of wood. Press in new
grooved ball bearing to the stop.
Needle bushing of shift shaft
5
Remove shaft seal ring and press old needle bushing inwards. Press in
new needle bushing from the outside to the collar
D.
Crankshaft seal ring
6
Press in new crankshaft seal ring from the outside, with sealing lip facing
inwards. The seal ring is 1 mm (0.04 in) lower than the upper edge ot the
collar (see sketch).
Counter shaft seal ring
7
Press in the new shaft seal ring, until it is flush with machined surface.
Shift shaft seal ring
8
Press in the new shaft seal ring, until it is flush with machined surface.
When housing half has cooled off, check to see that the bearings are
tight.
– Finally check clear passage of the crankshaft roller bearing lubrication
bore
S.
5-3C
1
2
3
4
5
6
7
8