ii
Inhoudsopgave
1 Lees dit eerst..............................................................................................................4
1.1 Symbolen.................................................................................................................................................................................. 4
2 X8 MIG Welder.......................................................................................................... 8
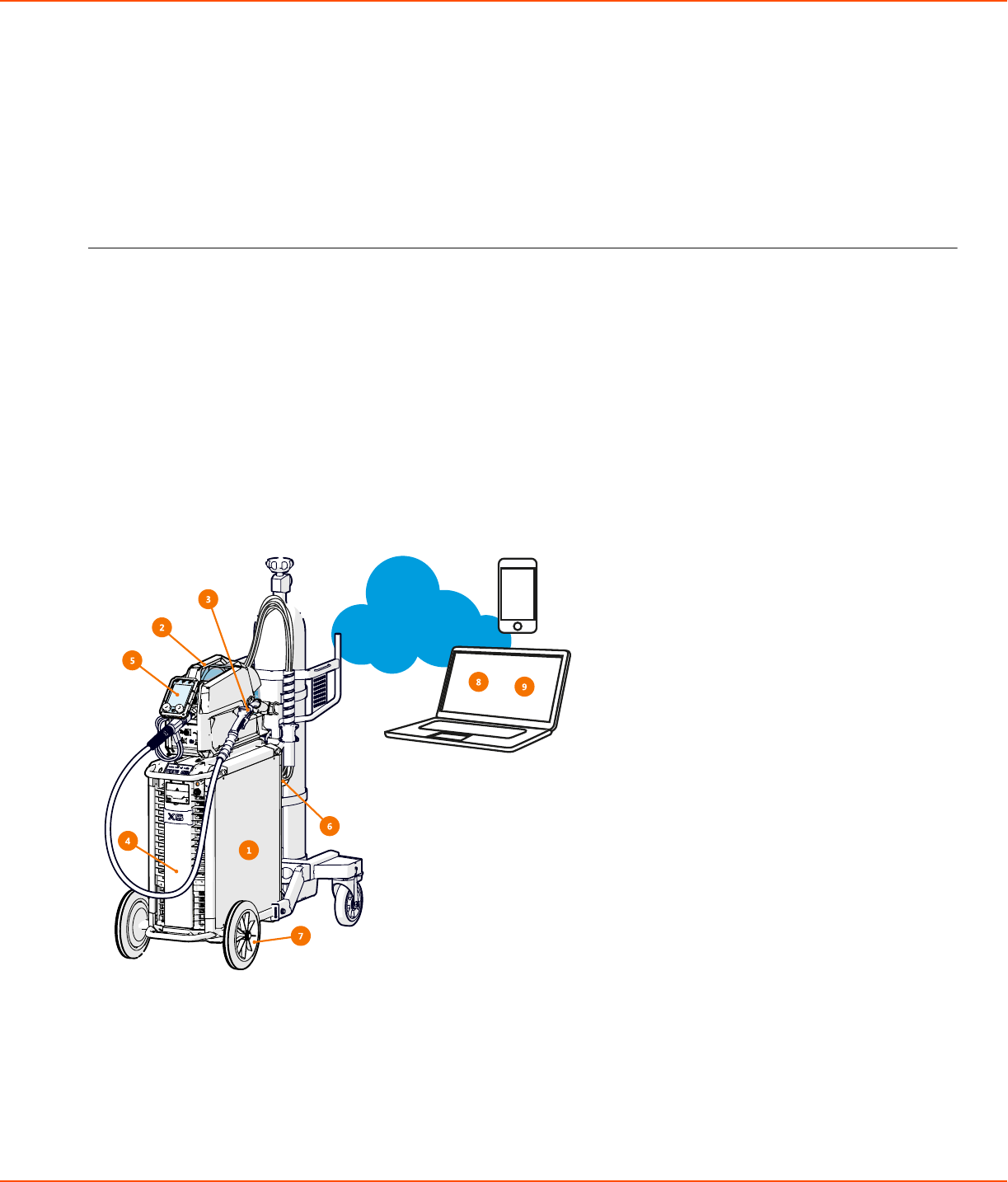
2.1 Kennismaking met het systeem......................................................................................................................................8
2.1.1 Introductie WeldEye for Welding Procedure and Qualification Management..............................9
2.2 Systeemstructuur.................................................................................................................................................................10
2.2.1 X8 Power Source.................................................................................................................................................11
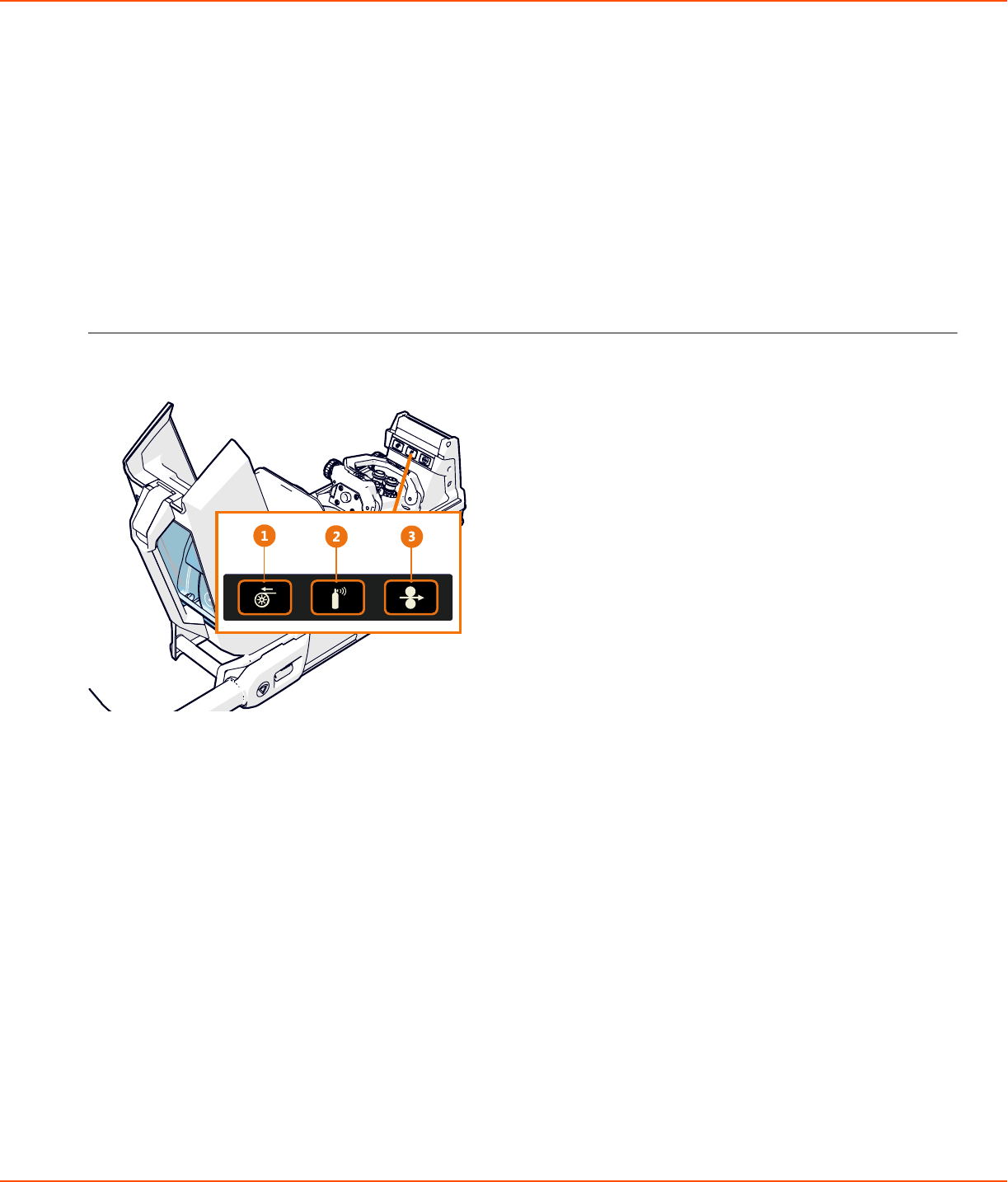
2.2.2 X8 Wire Feeder....................................................................................................................................................15
2.2.3 X8 MIG Guns........................................................................................................................................................ 20
2.2.4 Control Pad............................................................................................................................................................22
2.3 Installatie.................................................................................................................................................................................25
2.3.1 Vóór installatie..................................................................................................................................................... 25
2.3.2 Installatie van de stroombron....................................................................................................................... 26
2.3.3 Installatie van de draadaanvoer................................................................................................................... 34
2.3.4 Installatie van kabels......................................................................................................................................... 50
2.3.5 Installatie van de Control Pad.......................................................................................................................55
2.3.6 Installatie van het laspistool...........................................................................................................................59
2.3.7 De X8 MIG Welder optillen............................................................................................................................79
2.3.8 Lassoftware aanschaffen en beheren......................................................................................................... 80
2.3.9 Optionele accessoires....................................................................................................................................... 80
2.4 Bediening................................................................................................................................................................................84
2.4.1 Bedieningsapparaten van de X8 MIG Welder.........................................................................................84
2.4.2 Lassysteem voorbereiden voor gebruik..................................................................................................102
2.4.3 Hoe het lassysteem moet worden gebruikt..........................................................................................111
2.5 Problemen verhelpen......................................................................................................................................................168
2.5.1 Foutcodes............................................................................................................................................................ 172
2.6 Onderhoud..........................................................................................................................................................................173
2.6.1 Dagelijks onderhoud.......................................................................................................................................173
2.6.2 Periodiek onderhoud van stroombron en draadaanvoer.................................................................175
2.6.3 Servicewerkplaatsen........................................................................................................................................ 176
2.7 Technische gegevens...................................................................................................................................................... 176
2.7.1 X8 Power Source 400 A / 400AMV....................................................................................................... 176
2.7.2 X8 Power Source 500 A / 500AMV....................................................................................................... 178
2.7.3 X8 Power Source 600 A / 600AMV....................................................................................................... 180
2.7.4 X8 Cooler.............................................................................................................................................................182
2.7.5 X8 Wire Feeder..................................................................................................................................................183
2.7.6 X8 Control Pad..................................................................................................................................................183
2.7.7 X8 MIG Gun 200-g..........................................................................................................................................184
2.7.8 X8 MIG Gun 300-g..........................................................................................................................................185
2.7.9 X8 MIG Gun 400-g..........................................................................................................................................187
2.7.10 X8 MIG Gun 420-w.......................................................................................................................................188
2.7.11 X8 MIG Gun 520-w.......................................................................................................................................189
2.7.12 X8 MIG Gun 600-w.......................................................................................................................................190
2.7.13 X8 MIG Gun WS 420-w...............................................................................................................................191