Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
ENVIRONNEMENT
Cette machine doit être utilisée uniquement pour faire des opérations de soudage et gougeage dans les limites indiquées par la plaque signalétique
et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu
responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -25 et +55°C (-13 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 2000 m au-dessus du niveau de la mer (6500 pieds).
PROTECTIONS INDIVIDUELLES ET DES AUTRES
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention
au porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses.
An de vous protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utilisez une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protégez vos yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informez les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée. De même pour
toute personne étant dans la zone de soudage.
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche, il faut s’assurer que celle-ci soit sufsamment froide et attendre au moins 10 minutes avant toute
intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide ne puisse
pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenants du plomb, cadmium, zinc ou mercure voir béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant
de les souder.
4
EXAGON 400 CC/CV
FR
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUES DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles même à travers des ssures.
Ils peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant de soudage quand elle est alimentée (Torches,
pinces, câbles, électrodes) car elles sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veillez à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées.
Dimensionner la section des câbles (rallonge et câbles de soudage) en adéquation avec l’application.
Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Portez des chaussures isolantes, quel que soit le milieu où
vous travaillez.
CLASSIFICATION CEM DU MATÉRIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des difcultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel n’est pas conforme à la CEI 61000-3-12. S’il est connecté à un réseau public d’alimentation basse tension, il est de
la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant l’opérateur du réseau de distribution,
que le matériel peut être connecté.
ÉMISSIONS ÉLECTROMAGNÉTIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF)
localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
5
EXAGON 400 CC/CV
FR
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionnez les câbles de soudage ensemble – xez les avec une attache, si possible;
• positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;
• n’enroulez jamais les câbles de soudage autour de votre corps;
• ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps;
• raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne travaillez pas à côté, ne vous asseyez pas sur, ou ne vous adossez pas à la source de courant de soudage;
• ne soudez pas lorsque vous portez la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser la source de courant de soudage.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.
RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L’INSTALLATION DE SOUDAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de soudage à l’arc suivant les instructions du fabricant. Si des perturbations
électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de soudage à l’arc de résoudre la situation avec
l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit de soudage. Dans
d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec
montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d’installer la source de courant de soudage, l’utilisateur devra évaluer les problèmes électromagnétiques potentiels qui pourraient se présenter
dans la zone ou est prévue l’installation, en particulier il devra tenir compte des indications suivantes :
a. Autres câblages, câblages de contrôle, câbles téléphoniques et de communication : au-dessus, au-dessous et à côté de la source de courant de
soudage,
b. Récepteurs et transmetteurs radio et télévision,
c. Ordinateurs et autres équipements de contrôle,
d. Équipements critiques pour la sécurité telle que les commandes de sécurité des équipements industriels,
e. La santé des personnes qui se trouvent à proximité de la source de courant de soudage, par exemple des personnes qui portent un stimulateur
cardiaque, un appareil auditif, etc.,
f. Équipements servant à calibrer et mesurer,
g. L’immunité des autres appareils installés dans le local d’utilisation de la source de courant de soudage. L’utilisateur devra s’assurer que les appareils
du local sont compatibles entre eux. Ceci pourra nécessiter de prendre des précautions supplémentaires,
h. La période de la journée au cours de laquelle la source de courant de soudage devra fonctionner,
La surface de la zone à prendre en considération autour de la source de courant de soudage dépendra de la structure des édices et des autres
activités qui se déroulent sur le lieu. La zone considérée peut s’étendre au-delà des limites des entreprises.
Évaluation de l’installation de soudage
Outre l’évaluation de la zone, l’évaluation des installations de soudage à l’arc peut servir à déterminer et résoudre les cas de perturbations. Il convient
que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11:2009. Les mesures in situ peuvent
également permettre de conrmer l’efcacité des mesures d’atténuation.
RECOMMANDATION SUR LES MÉTHODES DE REDUCTION DES EMISSIONS ÉLECTROMAGNÉTIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de soudage à l’arc au réseau public d’alimentation selon les recommandations
du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le ltrage
du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent d’un matériel de
soudage à l’arc installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage
à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l’arc : Il convient que le matériel de soudage à l’arc soit soumis à l’entretien de routine suivant les
recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel
de soudage à l’arc est en service. Il convient que le matériel de soudage à l’arc ne soit modié en aucune façon, hormis les modications et réglages
mentionnés dans les instructions du fabricant. Il convient, en particulier, que l’éclateur d’arc des dispositifs d’amorçage et de stabilisation d’arc soit
réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à souder accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas, et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
6
EXAGON 400 CC/CV
FR
TRANSPORT ET TRANSIT DE L’APPAREIL
La source de courant de soudage est équipée de deux poignées supérieures permettant le portage à la main à deux personnes.
Attention à ne pas sous-évaluer son poids.
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
30°
Ne jamais soulever une bouteille de gaz et le poste en même temps. Leurs normes de transport sont distinctes.
Il est préférable d’enlever la bobine avant tout levage ou transport de la source de courant de soudage.
Ne pas faire transiter le poste au-dessus de personnes ou d’objets.
INSTALLATION DU MATÉRIEL
Règles à respecter :
• Mettre la source de courant de soudage sur un sol dont l’inclinaison maximum est de 10° par rapport à l’horizontale.
• Prévoir une zone sufsante pour aérer la source de courant de soudage et accéder aux commandes.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
• Le matériel est de degré de protection IP23, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de Ø >12.5mm et,
- une protection contre la pluie dirigée à 60% par rapport à la verticale.
Ce matériel peut donc être utilisé à l’extérieur en accord avec l’indice de protection IP23.
• N’utilisez pas les postes à des températures > 40°C.
• Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchauffe.
Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une
utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une perssonne qualiée.
• Couper l’alimentation en débranchant la prise, et attendre 2 minutes avant de travailler sur la source de courant de soudage.
À l’intérieur, les tensions et intensités sont élevées et dangereuses.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé
par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation. Si le câble d’alimentation est endommagé, il doit être remplacé par le fabricant, son service
après-vente ou une personne de qualication similaire, an d’éviter tout danger.
• Laisser les ouïes de la source de courant de soudage libres pour l’entrée et la sortie d’air.
• Ne pas utiliser le poste pour dégeler des canalisations.
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le générateur est déconnecté
du réseau.
DESCRIPTION DU MATÉRIEL (FIG-1)
L’Exagon 400 CC-CV est une source de soudage inverter triphasé qui en fonction de son équipement permet :
- Le soudage à l’électrode enrobée (MMA)
- Le soudage semi-automatique (MIG/MAG/l fourré)
- Le soudage à l’électrode tungstène sous gaz inerte (TIG)
- Le gougeage à l’arc avec électrode carbone
Le procédé TIG requiert une protection gazeuse (Argon).
Le procédé MMA permet de souder tout type d’électrode : rutile, basique, cellulosique, inox et fonte.
L’Exagon 400 CC-CV peut être équipé d’une commande à distance manuelle ou à pédale.
1-Interface homme machine5-Connectique de pilotage du dévidoir
2-Douille de polarité Positive6-Poignées de transport et anneaux de levage
3-Douille de polarité Négative7-Commutateur marche / arrêt
4-Connectique de commande à distance8-Câble d’alimentation
7
EXAGON 400 CC/CV
FR
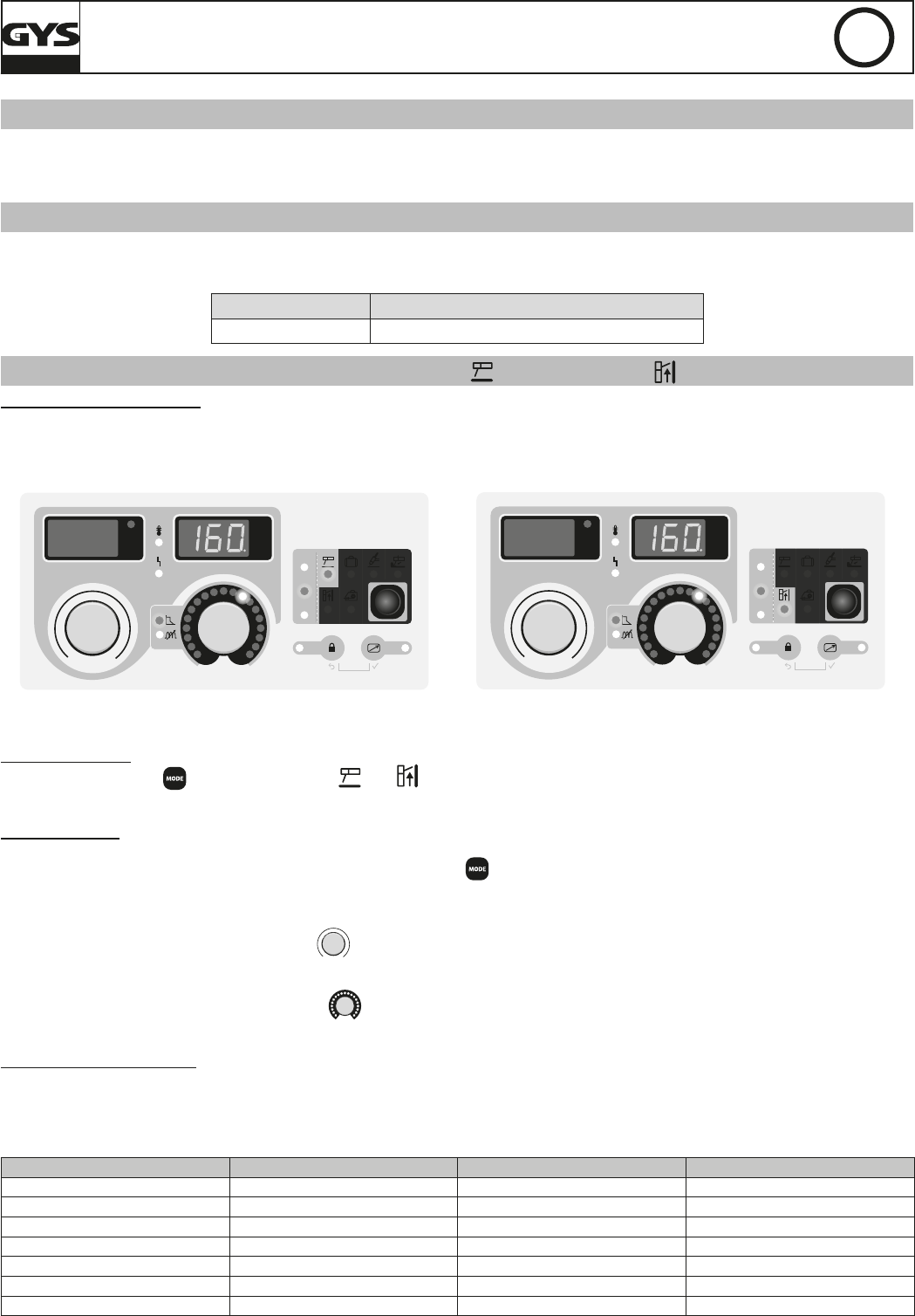
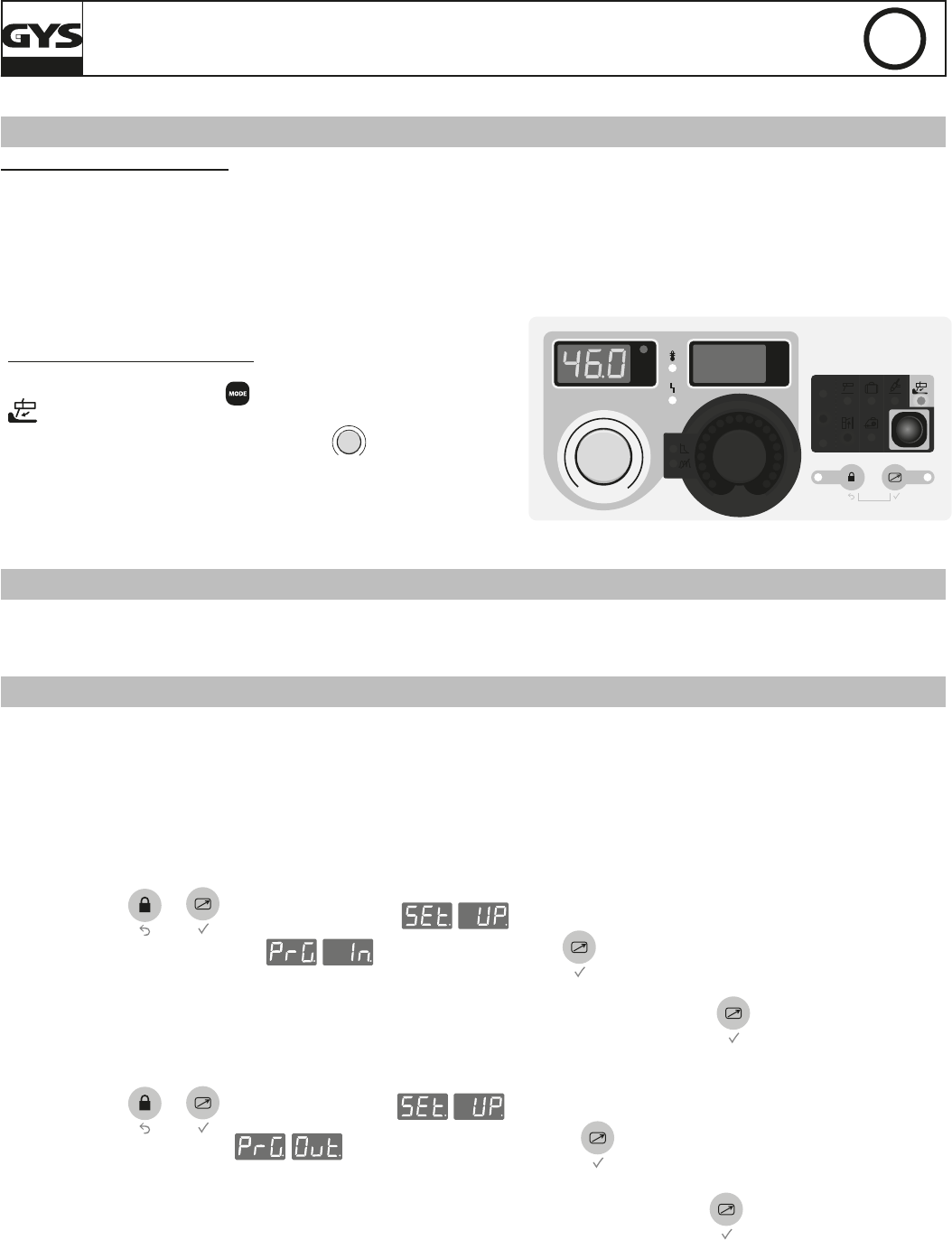
INTERFACE HOMME MACHINE (IHM) (FIG-2)
1-Afcheur tension13-Bouton d’activation de la commande à distance
2-Indicateur de fonctionnement du dispositif réducteur de risques (VRD)14-Indicateur d’activité de la commande à distance
3-Afcheur courant15-Indicateur électrode Basique
4-Indicteur de surchauffe16-Indicateur électrode Rutile
5-Indicateur de perturbation du fonctionnement normal17-Indicateur électrode Cellulosique
6-Molette de réglage du paramètre principal18-Indicateur mode électrode enrobée MMA
7-Indicateur du paramètre Arc-force19-Indicateur mode électrode enrobée MMA avec pulsation
8-Indicateur du paramètre inductance variable20-Indicateur mode tension (CV)
10-Molette de réglage du paramètre secondaire22-Indicateur mode électrode refractaire TIG
11-Indicateur de verrouillage du clavier23-Indicateur mode gougeage
12-Bouton de verrouillage du clavier24-Bouton de sélection de mode
ALIMENTATION-MISE EN MARCHE
• Le poste est livré avec une prise triphasée 5 pôles (3P+N+PE) de type EN 60309-1.
L’Exagon 400 CC/CV s’alimente sur une installation électrique 400V (50 - 60 Hz) triphasée AVEC terre. Ce matériel ne doit être utilisé que sur un
système d’alimentation triphasé à quatre ls avec le neutre relié à la terre.
Le courant effectif absorbé (I1eff) est indiqué sur la source de courant de soudage et pour les conditions d’utilisation maximales. Vérier que l’ali-
mentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être
nécessaire de changer la prise pour permettre une utilisation aux conditions maximales. L’utilisateur doit s’assurer de l’accessibilité de la prise.
• L’appareil est prévu pour fonctionner sur une tension électrique 400V +/- 15%. Il se met en protection si la tension d’alimentation est inférieure à
340Veff ou supérieure à 460Veff (un code défaut apparaîtra sur l’afchage du clavier).
• La mise en marche se fait par rotation du commutateur marche / arrêt (7) sur la position I, inversement l’arrêt se fait par une rotation sur la position
O. Attention ! Ne jamais couper l’alimentation lorsque le poste est en charge.
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
Le poste peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
- La tension doit être alternative, sa valeur efcace doit être de 400V +/- 15%, et de tension crête inférieure à 700V,
- La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérier ces conditions, car de nombreux groupes électrogènes produisent des pics de haute tension pouvant endommager les
postes.
UTILISATION DE RALLONGE ÉLECTRIQUE
Toutes les rallonges doivent avoir une taille et une section appropriées à la tension de l’appareil.
Utiliser une rallonge conforme aux réglementations nationales.
Tension d’entréeSection de la rallonge (<45m)
400V2.5 mm²
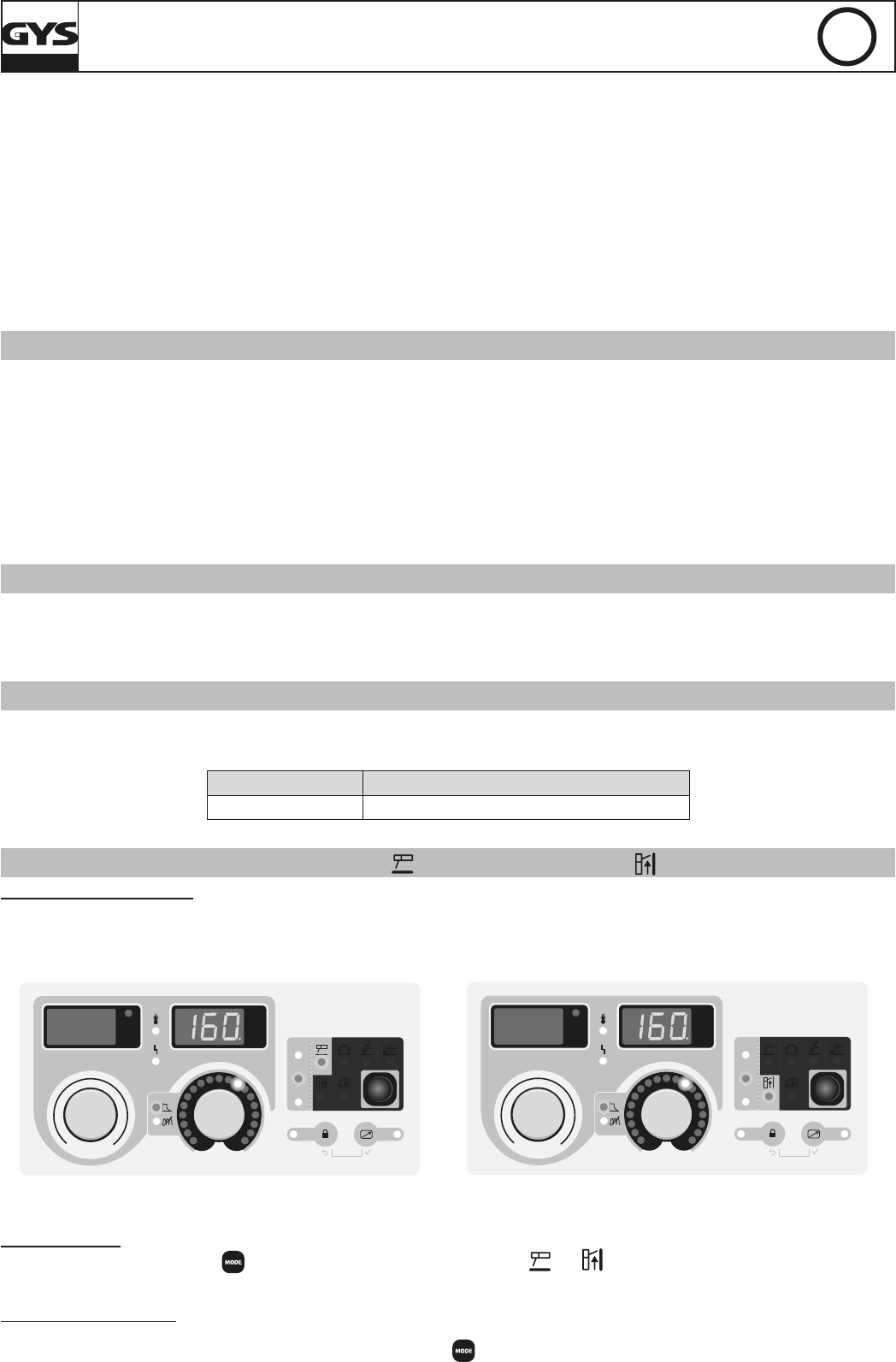
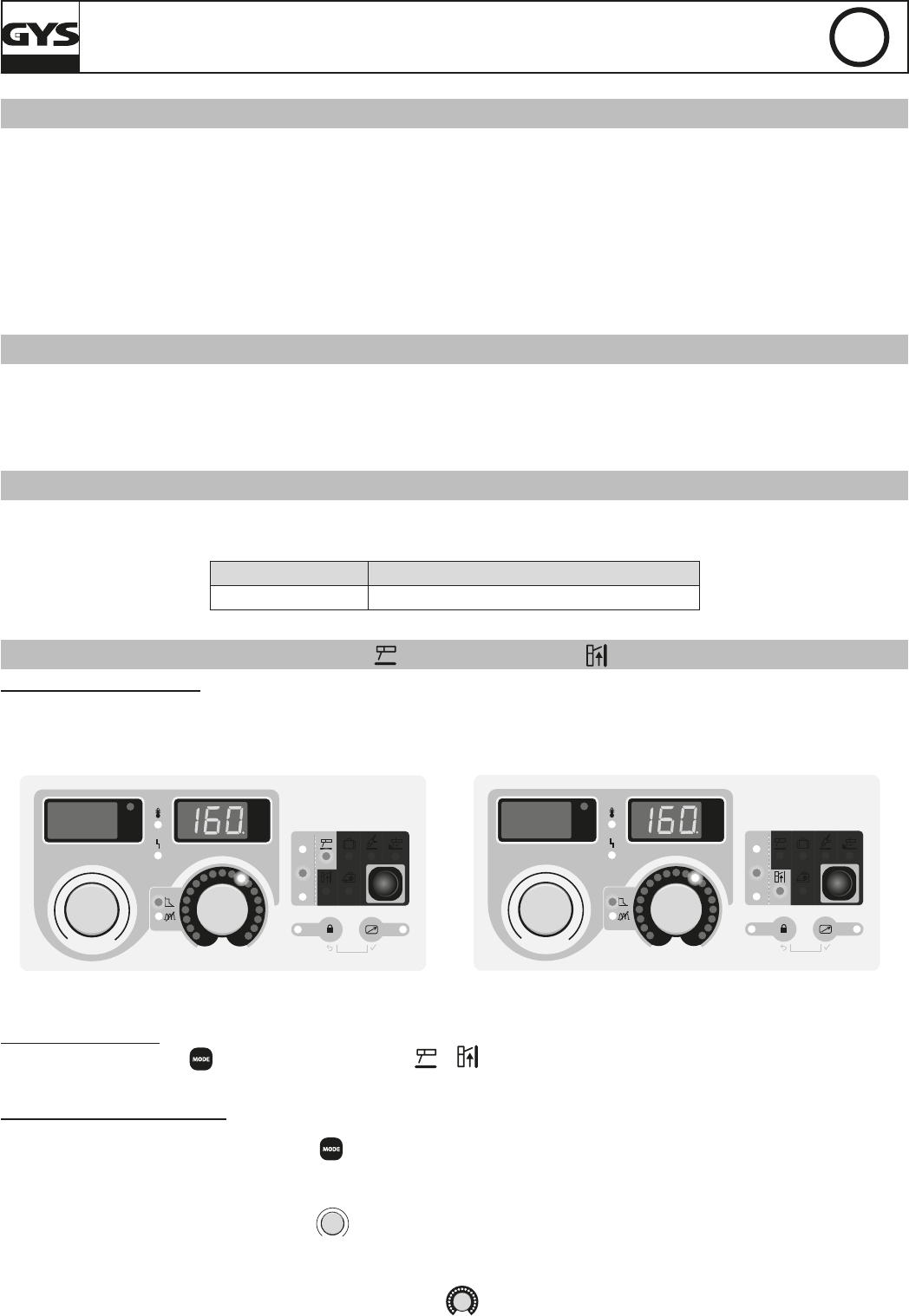
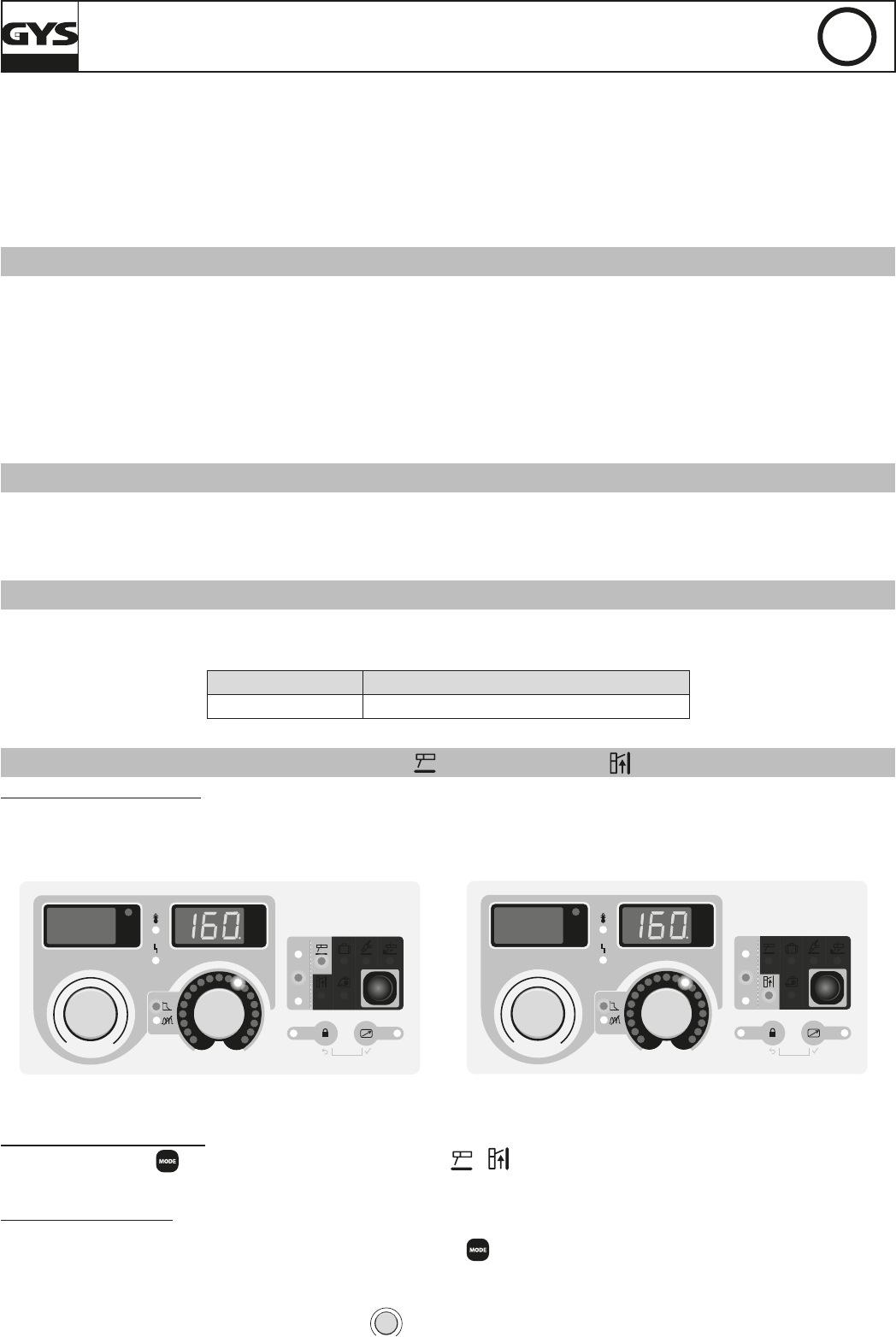
SOUDAGE A L’ÉLECTRODE ENROBÉE (MMA ET MMA MONTANT )
BRANCHEMENT ET CONSEILS
• Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement,
• Respecter les polarités et intensités de soudage indiquées sur les boîtes d’électrodes,
• Enlever l’électrode du porte-électrode lorsque le poste n’est pas utilisé.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
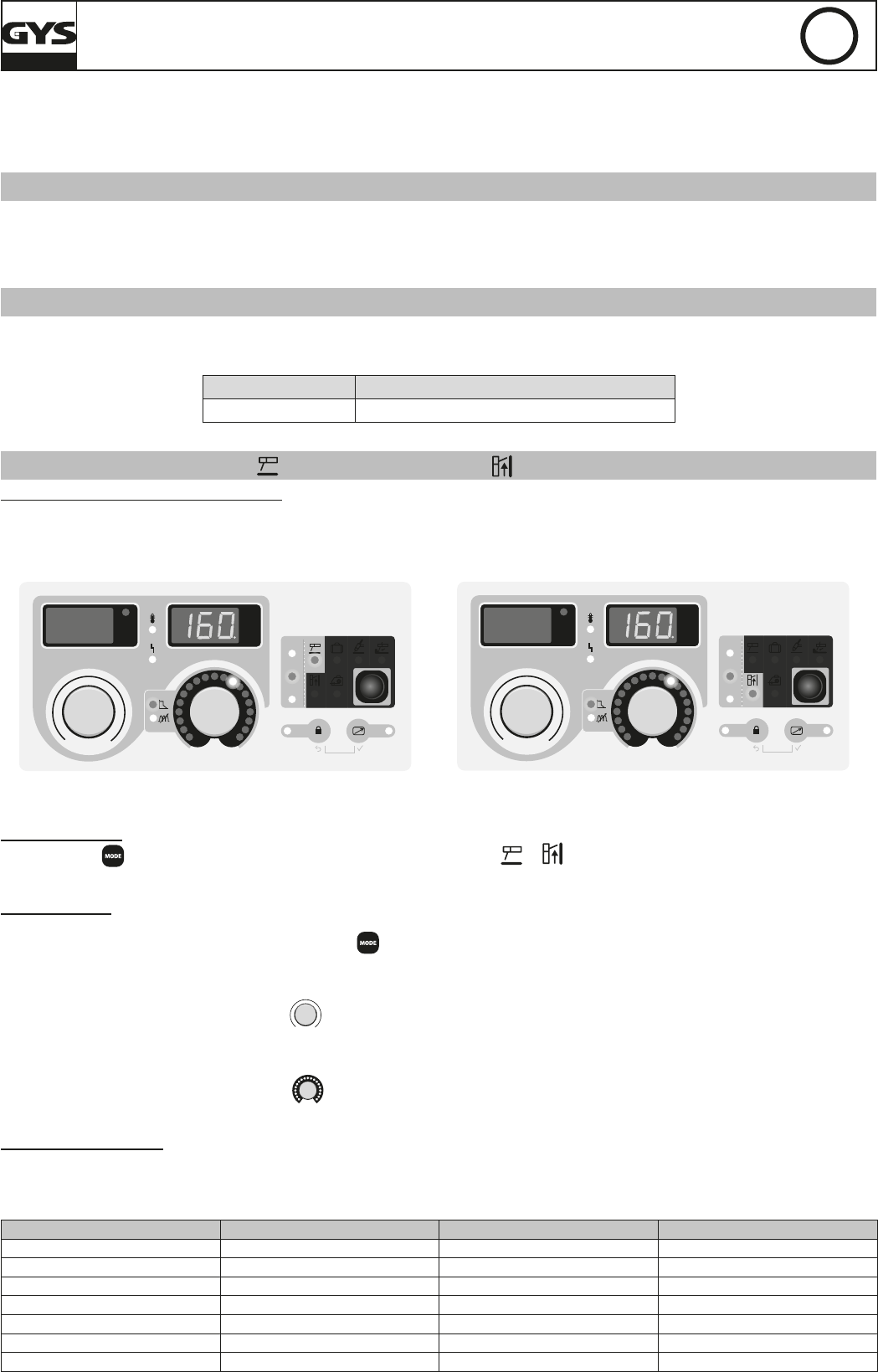
MMA
Les zones grisées ne sont pas utiles dans ce mode.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA MONTANT
Les zones grisées ne sont pas utiles dans ce mode.
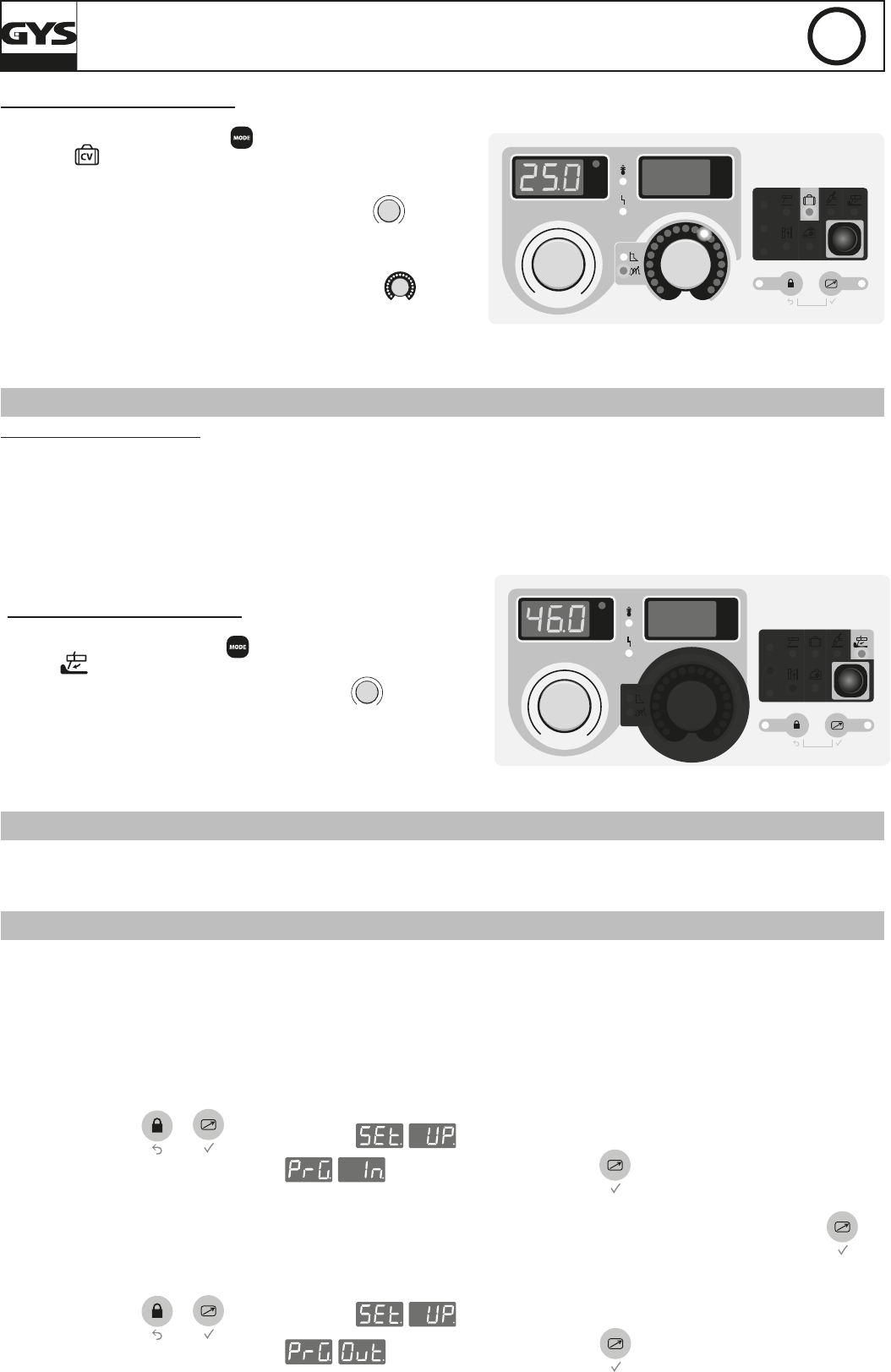
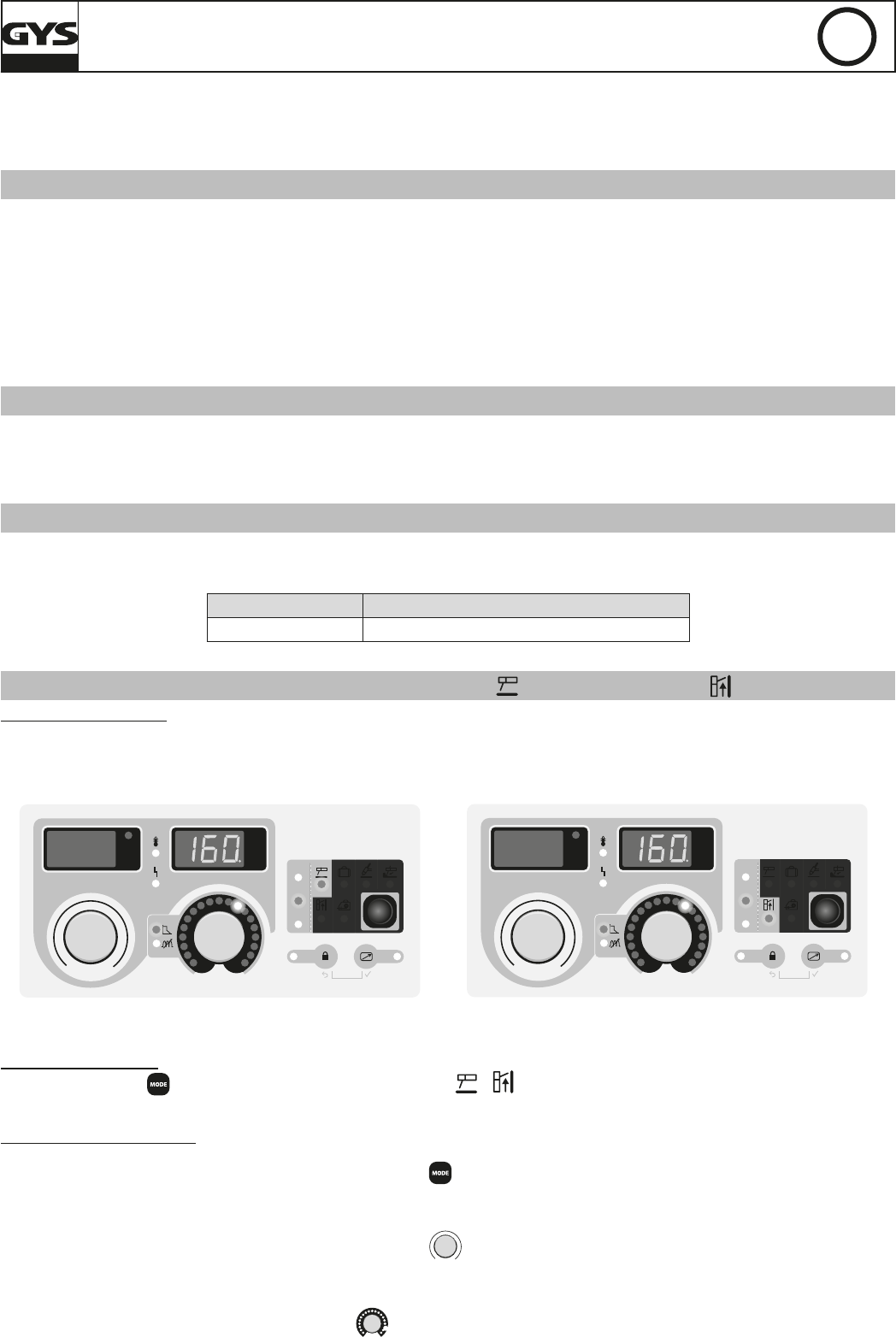
SÉLECTION DU MODE
Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous le symbole ou .
Le mode MMA montant ajoute une pulsation de courant facilitant le soudage vertical montant.
8
EXAGON 400 CC/CV
FR
PARAMÈTRES PRINCIPAUX
1. Sélection du type d’enrobage :
Sélectionner le type d’enrobage de l’électrode en maintenant le bouton plus de 3 secondes jusqu’à ce que la LED s’allume sous le type d’électrode
souhaité.
2. Réglage de l’intensité de soudage :
Ajuster le courant de soudage à l’aide de la molette principale en fonction du diamètre d’électrode et du type d’assemblage à réaliser. La
consigne de courant est indiquée sur l’afcheur de droite.
3. Régler le niveau d’arcforce :
Ajuster le niveau d’arcforce à l’aide de la molette de droite , un index lumineux indique une valeur relative allant de -9 à +9. Plus le niveau
d’arcforce est faible et plus l’arc sera doux, à l’inverse plus le niveau d’arcforce est élevé et plus la surintensité en soudage sera élevée. La valeur par
défaut est 0.
PARAMÈTRES DE SOUDAGE
RÉGLAGE DE L’INTENSITÉ DE SOUDAGE
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode
(mm)
Rutile E6013
(A)
Basique E7018
(A)
Cellulosique E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
RÉGLAGE DE L’ARCFORCE
Il est conseillé de positionner l’arcforce en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.
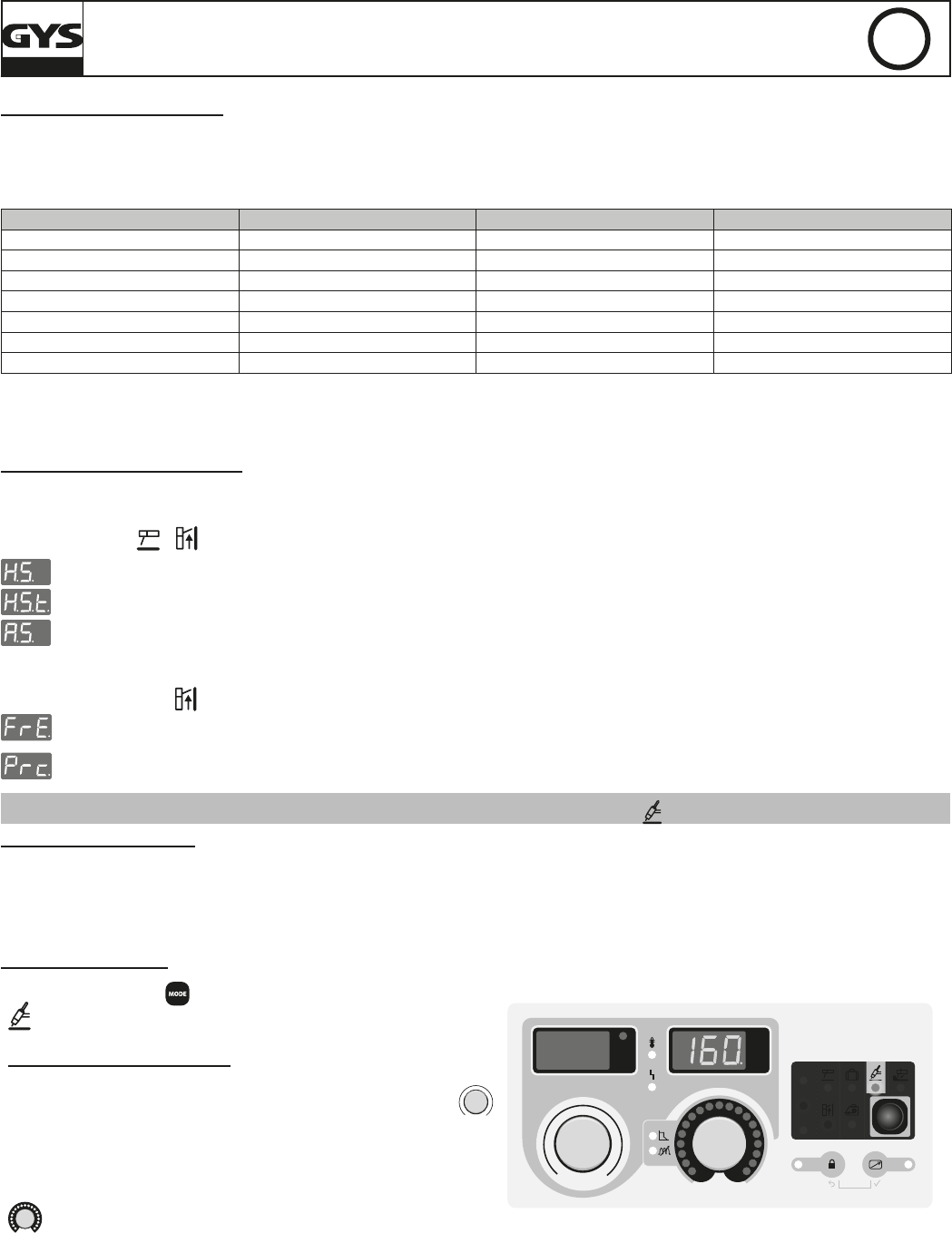
PARAMÈTRES AVANCÉS
Referez-vous au chapitre « accès aux menus » pour plus de détails concernant l’accès aux paramètres avancés.
Les deux modes MMA et sont pourvus des paramétrages additionnels suivants :
: HotStart, niveau de surintensité à l’amorçage, exprimé en pourcentage du courant de soudage.
: Hotstart Time, durée de la surintensité à l’amorçage exprimée en secondes.
: Antisticking, activé (On), le courant s’annulera au bout de 2 secondes consécutives de court-circuit, désactivé (Off), le courant ne s’annule
pas même en cas de courts-circuits longs.
En mode MMA montant , deux paramètres supplémentaires sont accessibles :
: Frequency, détermine le nombre de pulsations par secondes (Hz).
: Pourcentage, détermine le niveau du courant bas exprimé en pourcentage du courant de soudage.
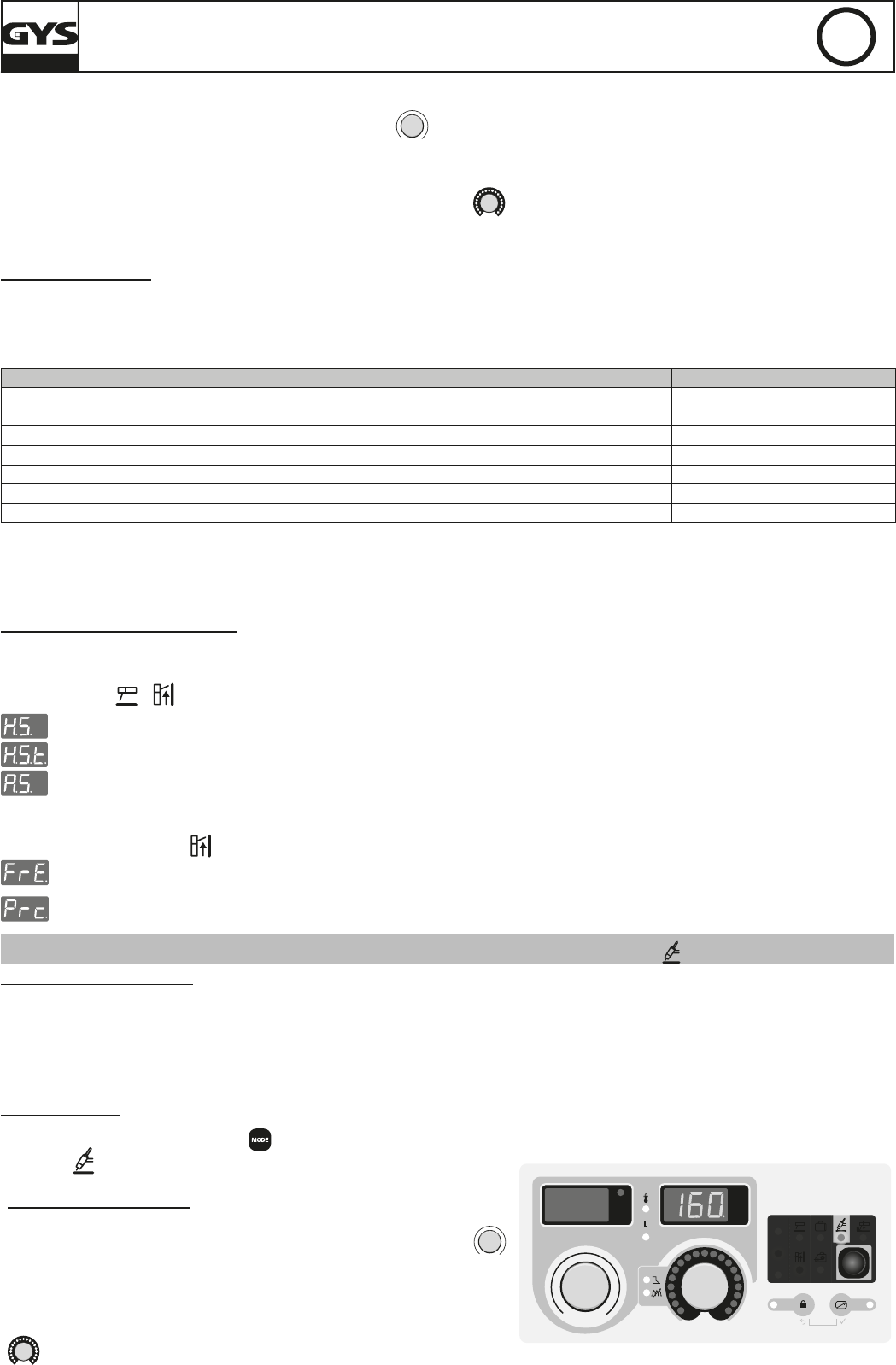
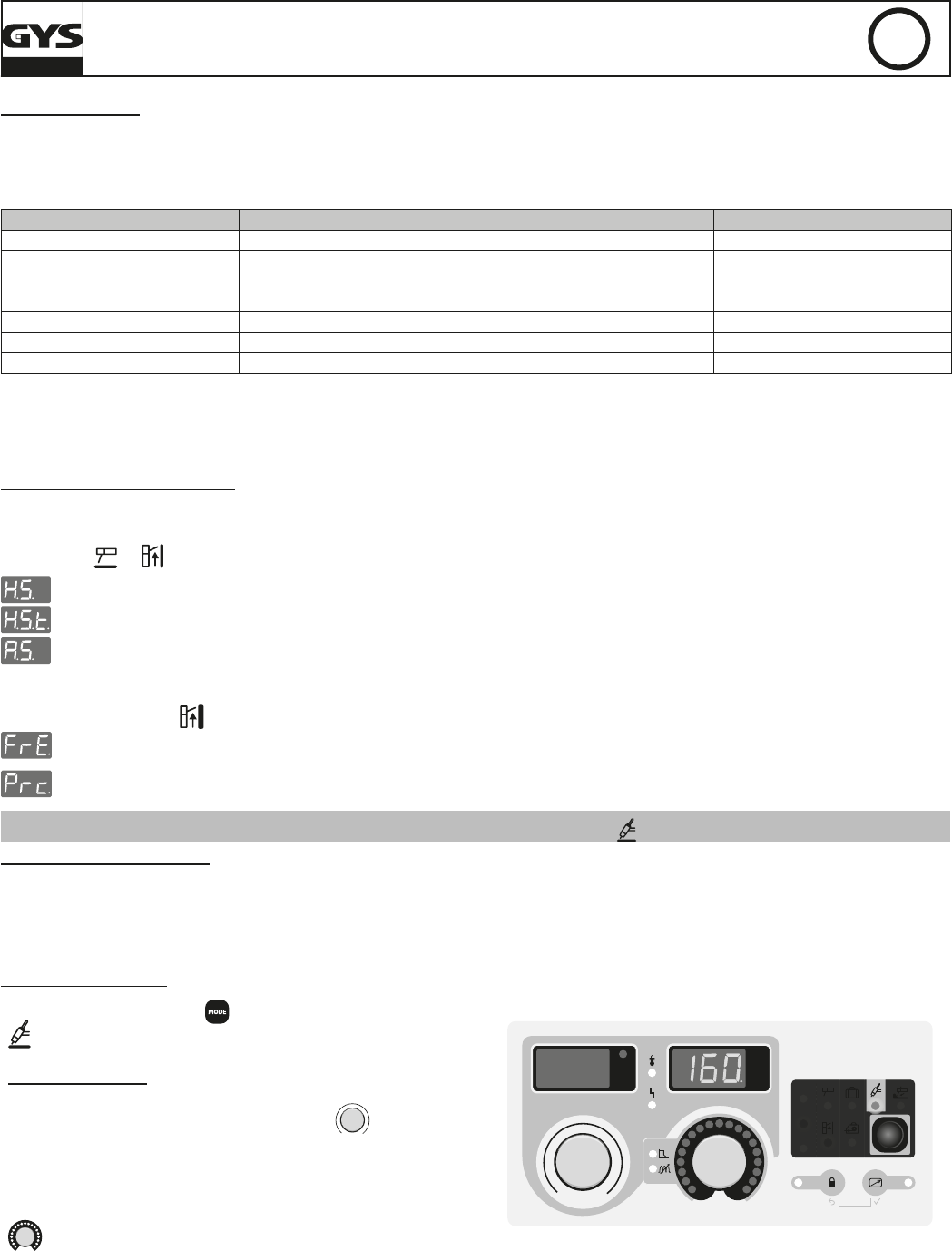
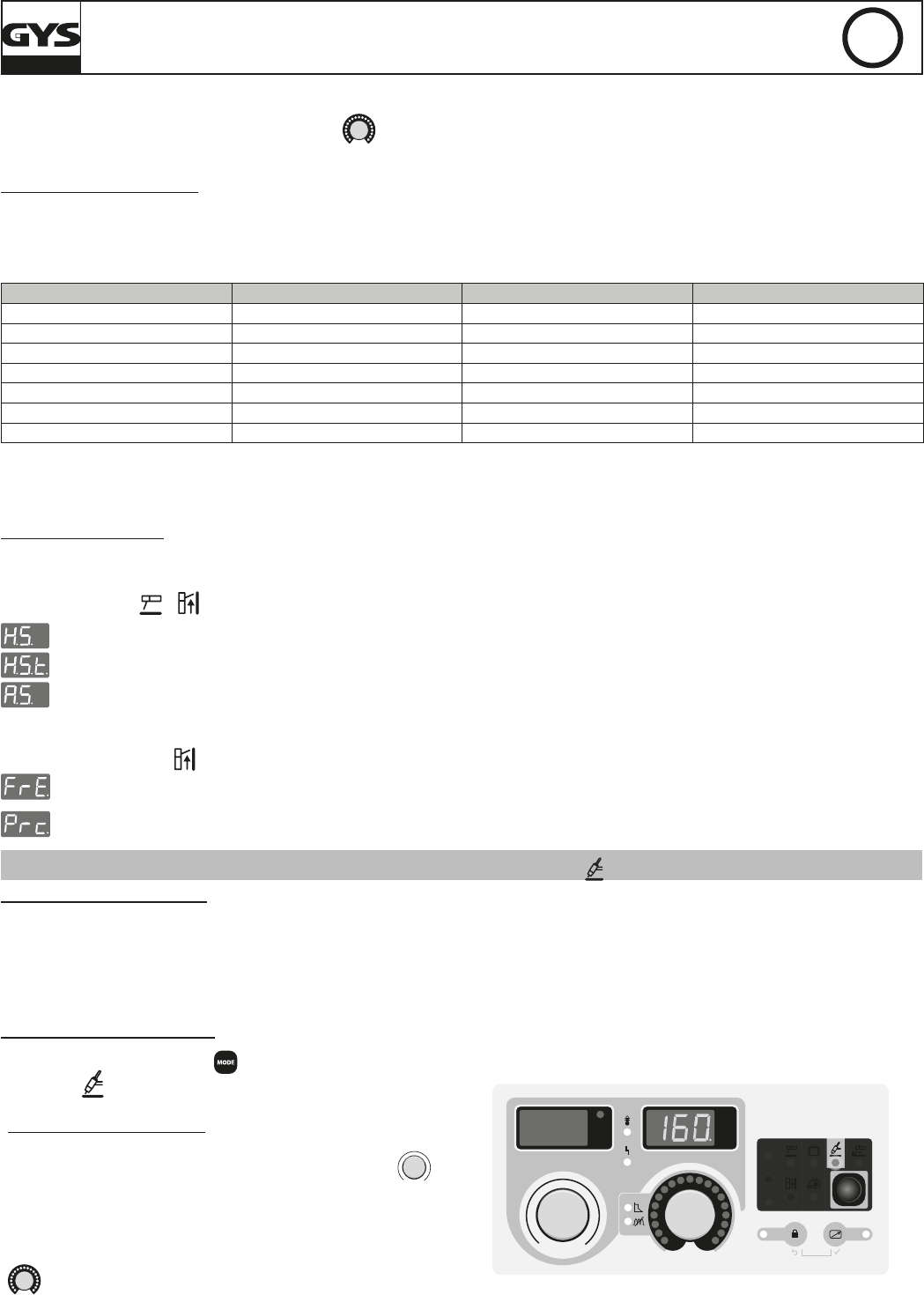
SOUDAGE A L’ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (TIG )
BRANCHEMENT ET CONSEILS
Le soudage TIG nécessite une torche ainsi qu’une bouteille de gaz de protection équipée d’un détendeur.
Brancher la pince de masse dans le connecteur de raccordement positif (+).
Brancher le câble de puissance de la torche dans le connecteur de raccordement négatif (–).
Raccorder le tuyau de gaz de la torche à la sortie du détendeur.
S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
9
EXAGON 400 CC/CV
FR
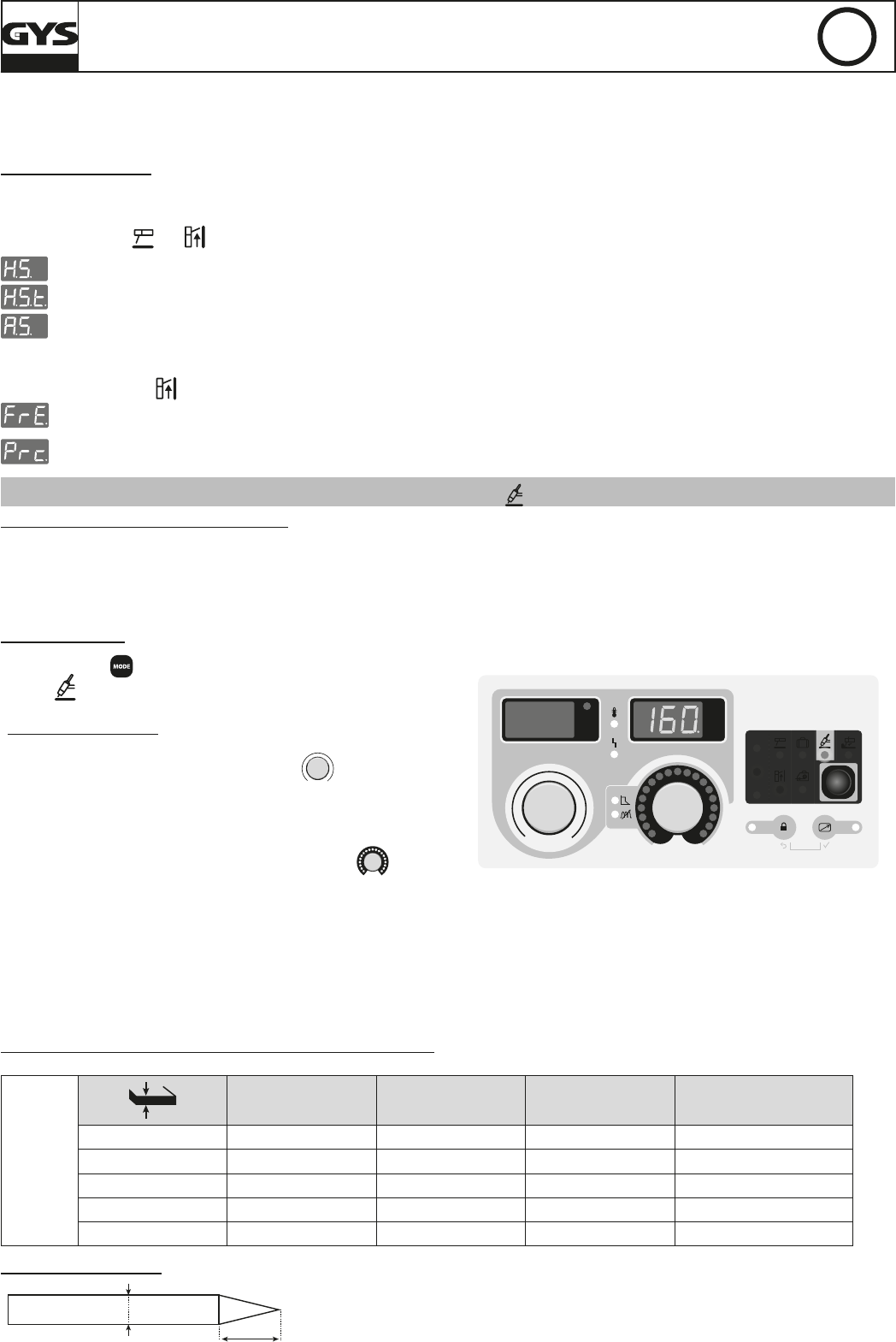
SÉLECTION DU MODE
Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous
le symbole .
PARAMÈTRES DE SOUDAGE
1. Réglage de l’intensité de soudage :
Ajuster le courant de soudage à l’aide de la molette principale en
fonction de l’épaisseur et du type d’assemblage à réaliser. La consigne de
courant est indiquée sur l’afcheur de droite.
2. Réglage de l’évanouissement (downslope) :
Ajuster le temps d’évanouissement à l’aide de la molette secondaire .
L’index lumineux inique la position de réglage, l’afcheur de droite indique
précisement la durée de l’évanouissement exprimée en secondes.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Les zones grisées ne sont pas utiles dans ce mode.
AMORÇAGE :
L’amorçage est de type LIFT : à l’aide de la torche, faire toucher l’électrode avec la pièce à souder puis relever doucement l’électrode, un arc se forme.
ARRÊT DE SOUDAGE / DÉCLENCHEMENT DE L’ÉVANOUISSEMENT :
Pour arrêter le soudage, tirer légèrement l’arc, celui-ci va baisser en intensité graduellement (évanouissement).
• Branchez la pince de masse sur le connecteur de raccordement positif (+) ou négatif (-) en fonction du type de l utilisé
(en règle générale sur le -)
,
• Branchez le faisceau de liaison sur le connecteur de raccordement restant pour ce qui est de la puissance,
• Brancher le connecteur de commande du faisceau sur l’embase 10 points située entre les deux connecteurs de puissance
(FIG-1, n°5)
,
• Referrez-vous à la notice d’utilisation du dévidoir pour effectuer le reste du branchement.
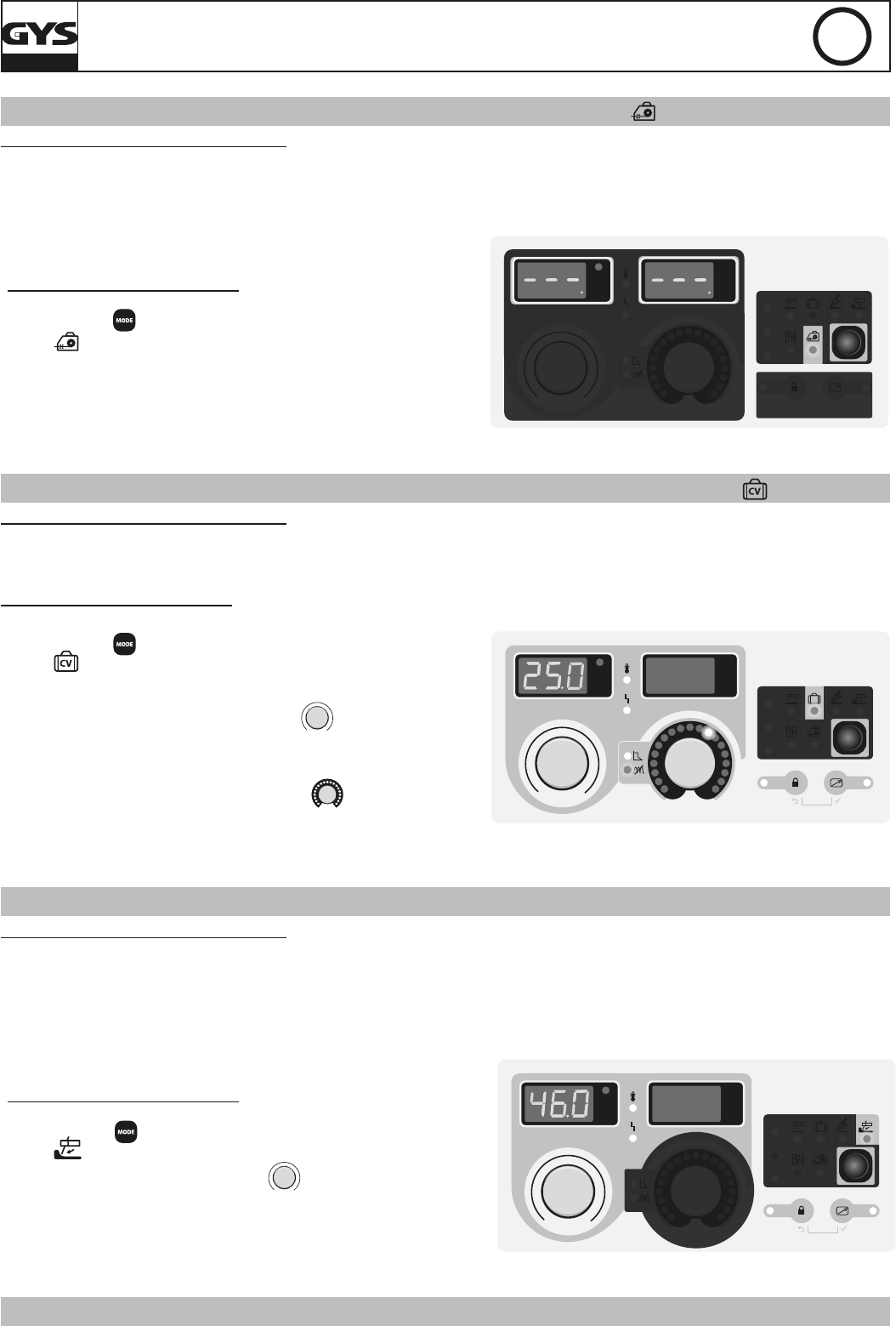
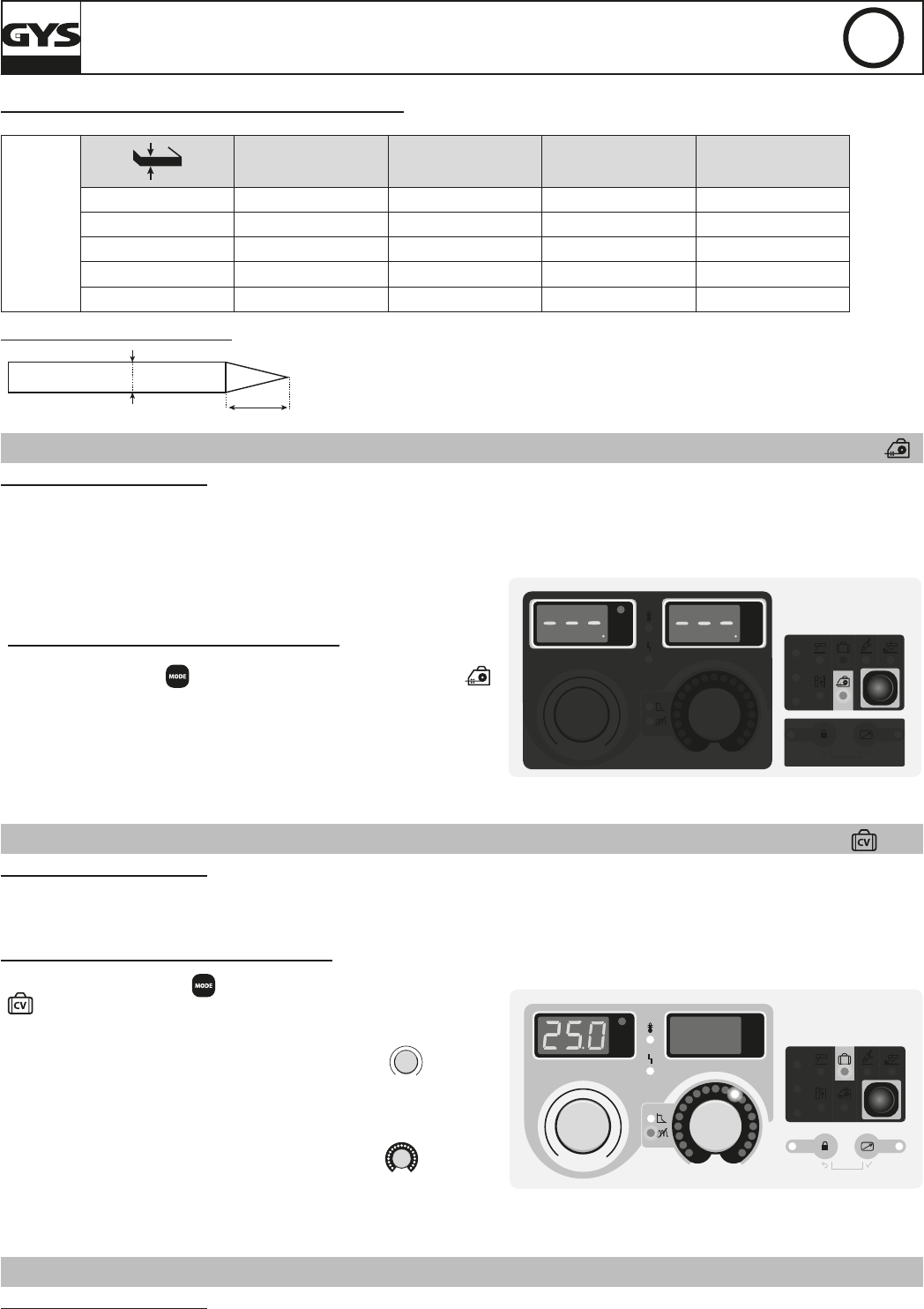
SÉLECTION DU MODE ET RÉGLAGE
Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous
le symbole .
Les deux afcheurs indiquent - - - et les molettes sont inactives, toutes les
commandes sont maintenant reportées sur l’interface du dévidoir (réferrez-
vous à la notice du dévidoir pour effectuer les réglages).
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Les zones grisées ne sont pas utiles dans ce mode.
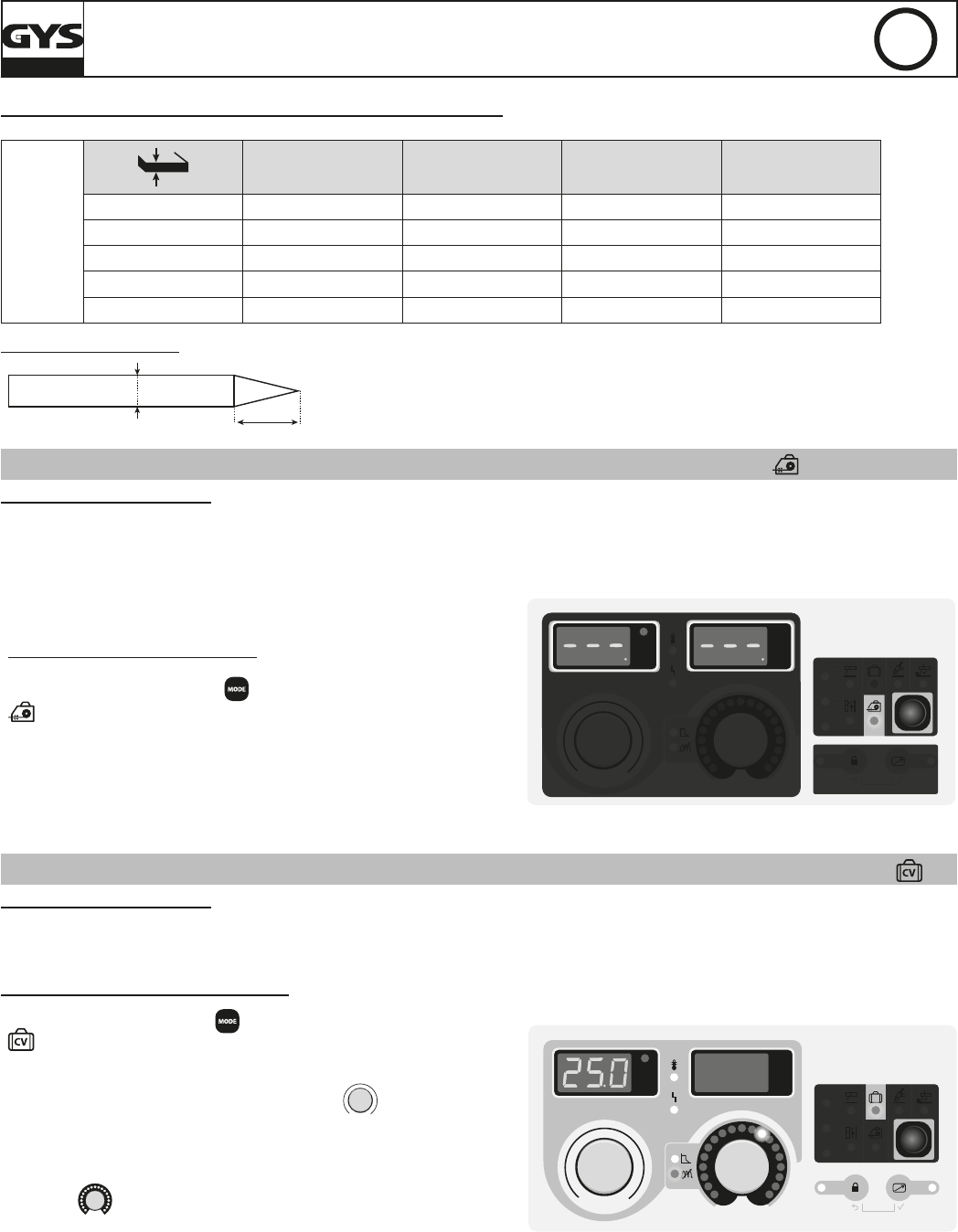
SOUDAGE SEMI-AUTOMATIQUE MIG / MAG AVEC DÉVIDOIR À DETECTION DE TENSION ( )
BRANCHEMENT ET CONSEILS
• Branchez la pince de masse sur le connecteur de raccordement positif (+) ou négatif (-) en fonction du type de l utilisé
(en règle générale sur le -)
,
• Branchez le dévidoir sur le connecteur de raccordement restant à l’aide d’un câble mâle-femelle (NOMAD CABLE),
• Référez-vous à la notice du dévidoir pour effectuer le reste du branchement qui est spécique au dévidoir choisi.
10
EXAGON 400 CC/CV
FR
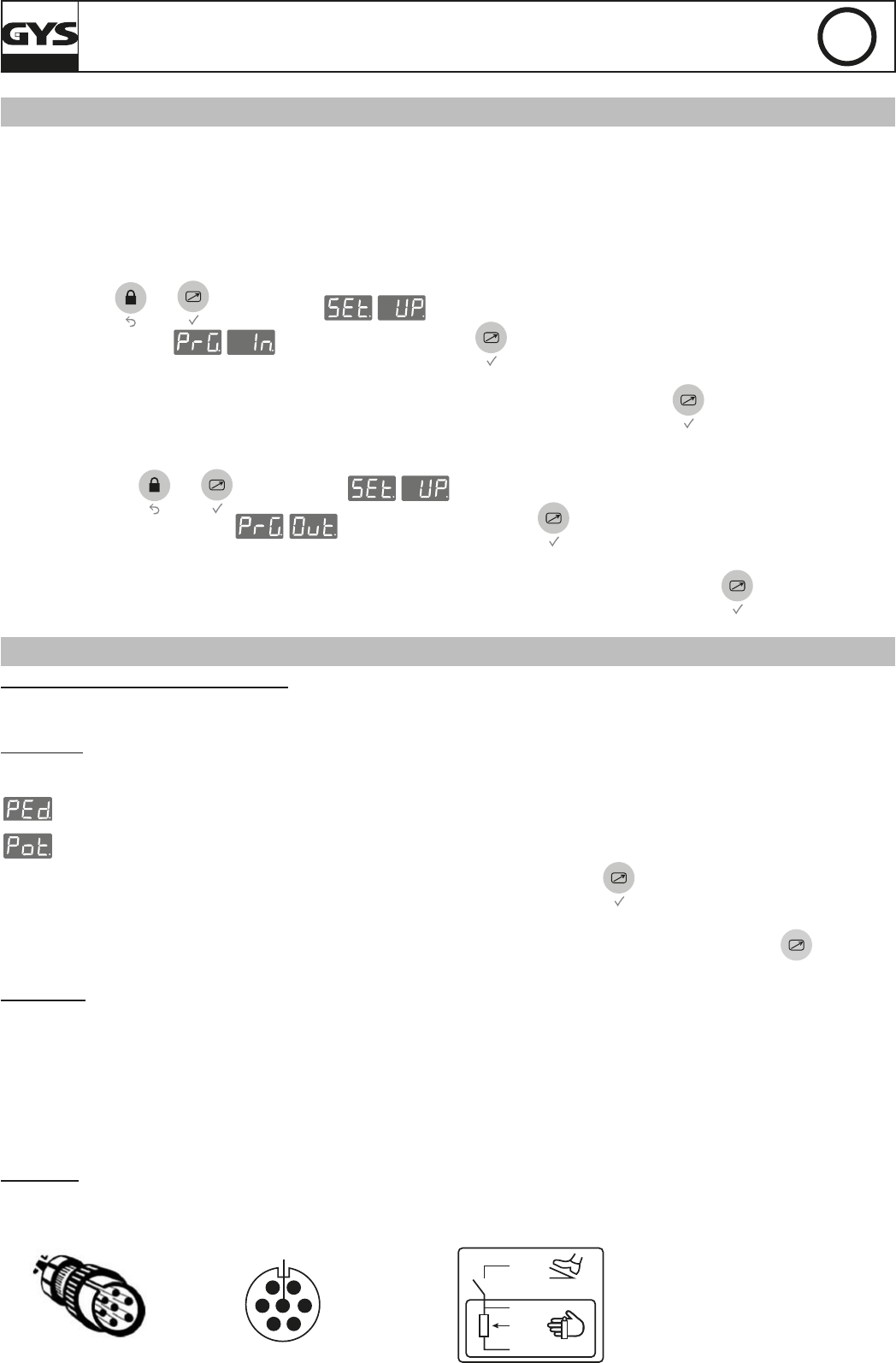
SÉLECTION DU MODE ET RÉGLAGE
Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous
le symbole .
1. Réglage de la tension de soudage :
Ajuster la tension de soudage à l’aide de la molette principale en fonction
travail à effectuer. La consigne de tension est afchée sur l’afcheur de gauche.
2. Régler l’inductance :
Ajuster le niveau d’inductance à l’aide de la molette secondaire , un index
lumineux indique une valeur relative allant de -9 à +9. Plus le niveau d’induc-
tance est faible et plus l’arc sera dur et directif, plus le niveau d’inductance est
élevé et plus l’arc sera doux avec peu de projections.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Les zones grisées ne sont pas utiles dans ce mode.
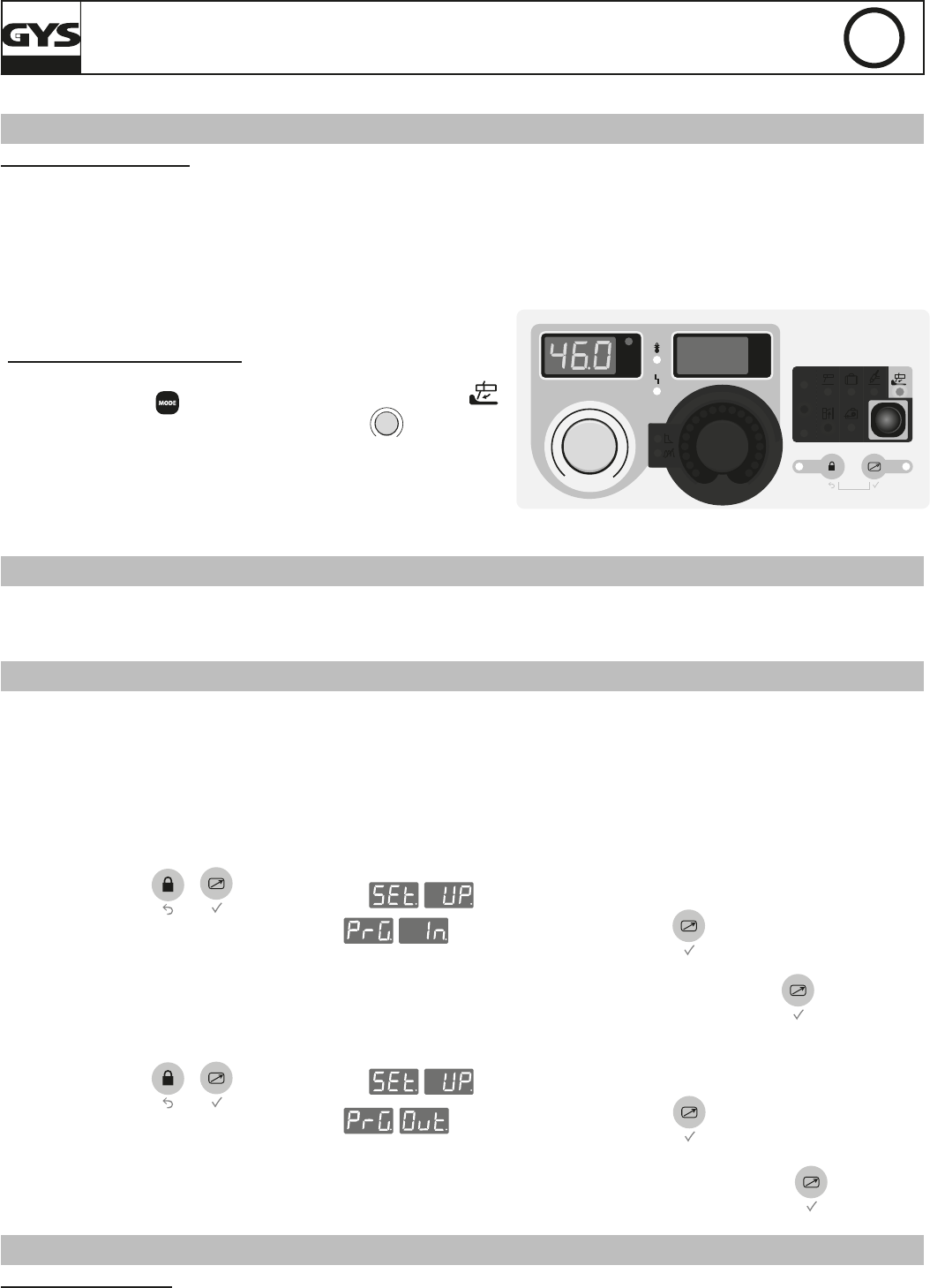
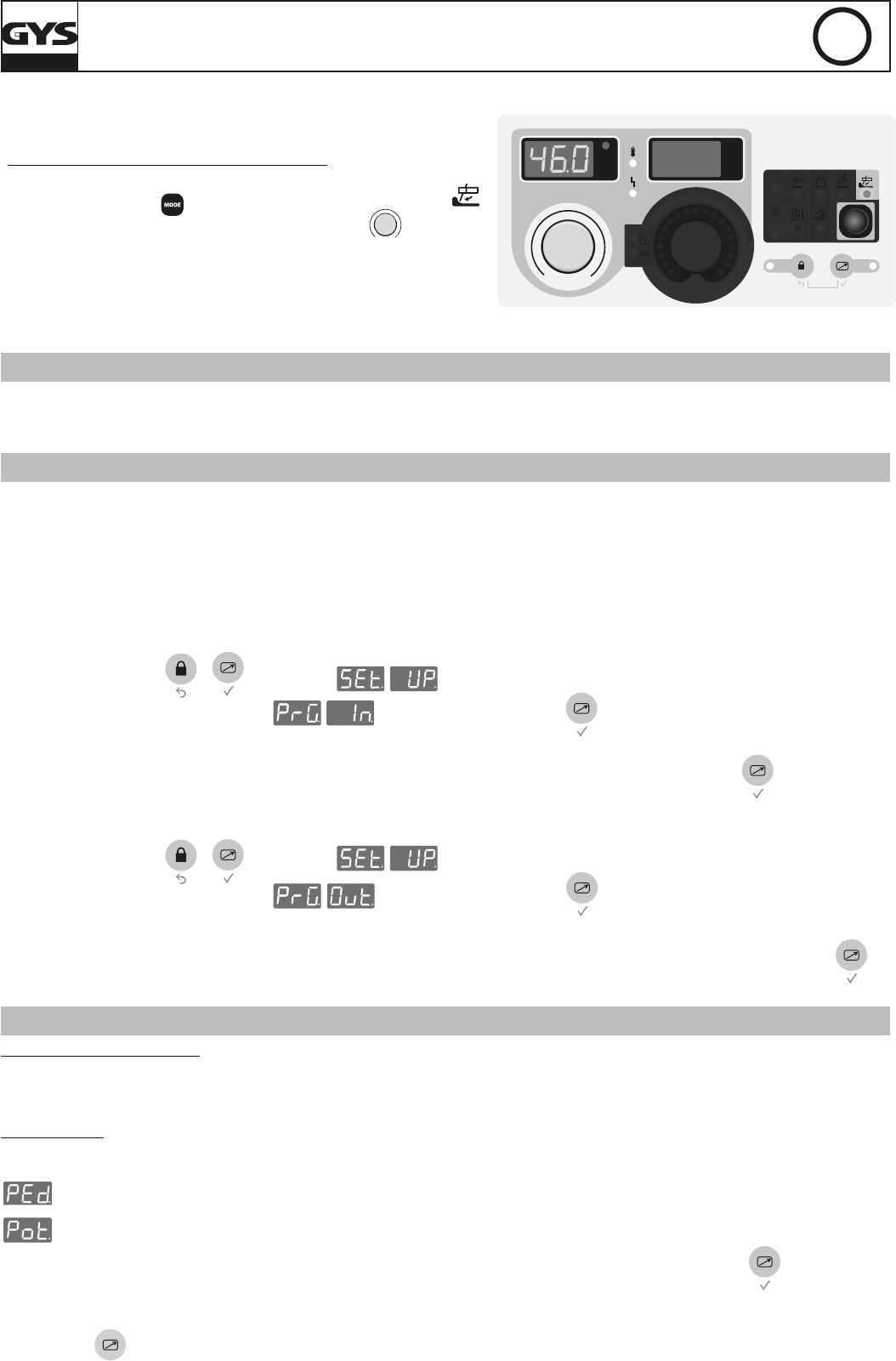
GOUGEAGE À L’ARC
BRANCHEMENT ET CONSEILS
• Branchez la pince de masse sur le connecteur de raccordement négatif (-),
• Branchez la torche de gougeage sur le connecteur de raccordement positif (+),
• Orientez la mâchoire de la pince en fonction de la position de travail, assurez-vous que l’air comprimé sorte en direction de l’arc et non en sens
opposé.
• Mettez en place une électrode carbone,
• Raccordez l’air comprimé à la torche de gougeage,
L’amorçage est aisé : il suft de venir en contact avec la pièce à travailler, avancer en poussant l’électrode vers le métal à retirer.
SÉLECTION DU MODE ET RÉGLAGE
Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous le
symbole .
Ajuster la tension d’arc à l’aide de la molette principale , la consigne de
tension est indiquée sur l’afcheur de gauche.
• 36V à 45V pour une électrode de 6.35 mm.
• 39V à 45V pour une électrode de 8 mm.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Les zones grisées ne sont pas utiles dans ce mode.
AFFICHAGES COURANT/TENSION EN COURS DE SOUDAGE
Pendant le soudage, le générateur mesure et afche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs
moyennées du courant et de la tension sont afchées en clignotant pendant 30 secondes, dès que l’interface (molette ou boutons) est manipulée
l’afchage indique la consigne de soudage.
MÉMORISATIONS ET RAPPELS DES CONFIGURATIONS DE SOUDAGE
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours il est possible de sauvegarder et rappeler des congurations
Les mémoires sont au nombre de 50 par mode.
La mémorisation concerne :
- Le paramètre principal
- Le paramètre secondaire (MMA, CV)
- Les paramètres secondaires (MMA)
Enregistrer une conguration :
- Maintenir les boutons et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher . Valider en appuyant sur le bouton .
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner la molette pour sélectionner l’emplacement mémoire à destination de la conguration à sauvegarder. Valider en appuyant sur le bouton
.
- La mémorisation est effectuée / la sortie du menu est directe.
Rappeler une conguration existante :
- Maintenir les boutons et pendant 3 secondes. apparaît, relâcher les boutons.
- Tourner l’une des deux molettes pour afcher . Valider en appuyant sur le bouton .
11
EXAGON 400 CC/CV
FR
- L’afcheur indique un emplacement mémoire (01 à 50) en clignotant.
- Tourner l’une des 2 molettes pour sélectionner l’emplacement mémoire contenant la conguration à rappeler. Valider en appuyant sur le bouton .
Le rappel est effectué / la sortie du menu est directe.
COMMANDE À DISTANCE
BRANCHEMENT ET CONSEILS
La commande à distance fonctionne dans tous les modes (sauf dans le mode semi-automatique avec dévidoir atelier ou toutes les commandes sont
déportées sur le dévidoir).
La commande à distance agit sur le paramètre principal du procédé en cours (intensité en MMA et TIG, tension en CV et gougeage).
Branchement :
1- Brancher la commande à distance sur la face avant de l’appareil.
2- L’IHM détecte la présence d’une commande à distance et propose un choix accessible à la molette :
Sélection de la pédale.
Sélection d’une commande déportée type potentiomètre.
La sélection du type de commande à distance se fait à l’aide d’une des deux molettes, la validation se fait à l’aide du bouton
.
La LED
(FIG-2, n°14)
s’allume.
Il est possible d’activer / désactiver la fonction de la commande à distance sans avoir à débrancher physiquement la commande à distance. Il suft
d’appuyer 3 secondes sur le bouton , la LED
(FIG-2, n°14)
indique alors l’état de la commande à distance (LED allumée = commande à distance
en fonction).
Fonctionnement :
• Commande à distance manuelle (option ref. 045675).
La commande à distance manuelle permet de faire varier :
- le courant de 50% à 100% de l’intensité réglée au préalable à l’aide de la molette principale. La consigne de courant afchée correspond à la
position du curseur du potentiomètre. La consigne de courant afchée bascule sur 100% du réglage lorsque la molette principale est tournée sur le
clavier du générateur.
- du minimum au maximum de la plage de tension (la molette principale n’a alors plus d’effet). L’afcheur de tension traduit la variation de la com-
mande à distance.
• Pédale (option ref. 045682) :
La pédale permet de faire varier :
- en TIG le courant du minimum à 100% de l’intensité réglée au préalable à l’aide de la molette principale. La consigne de courant indiquée sur
l’afcheur correspond à la valeur à 100%.
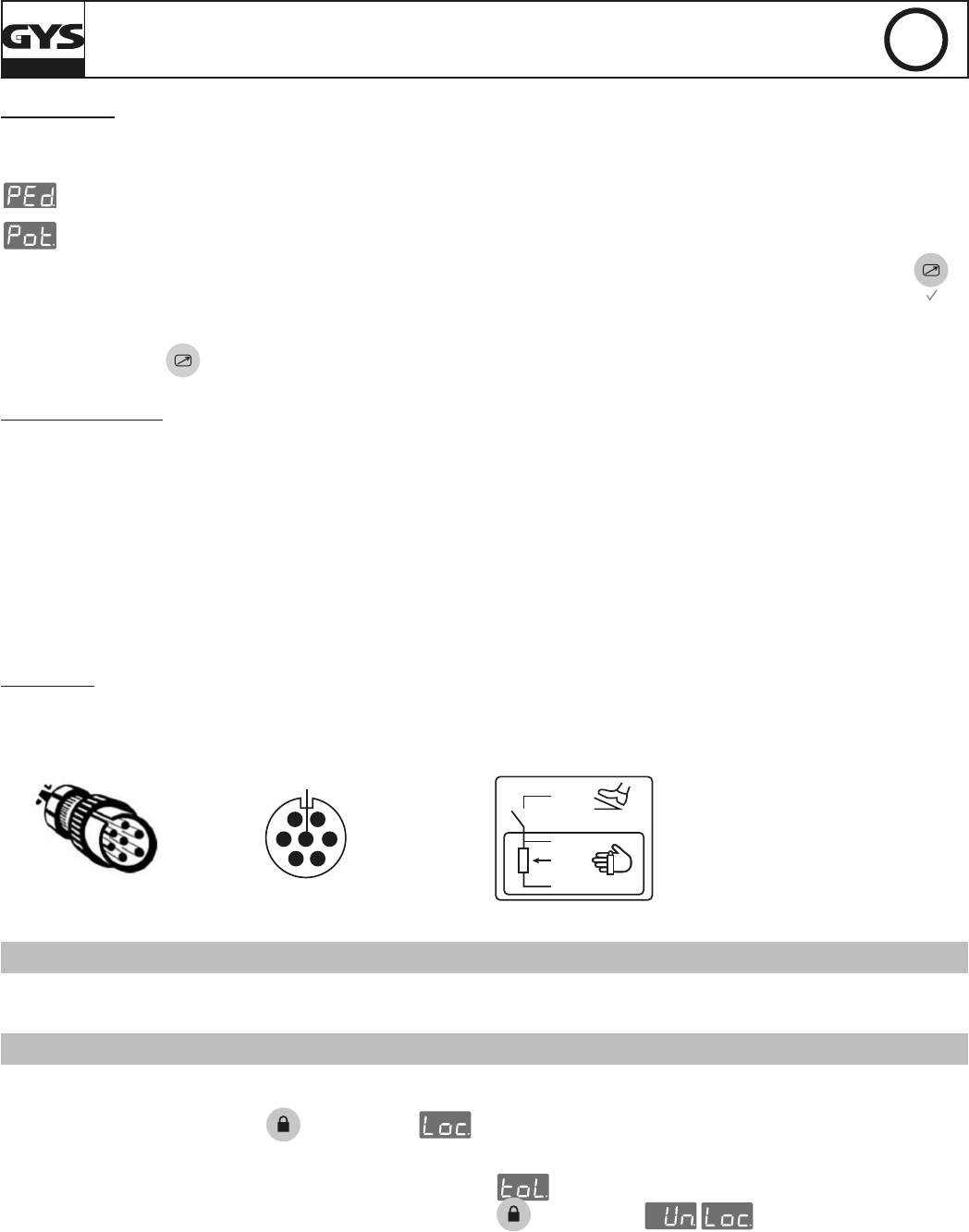
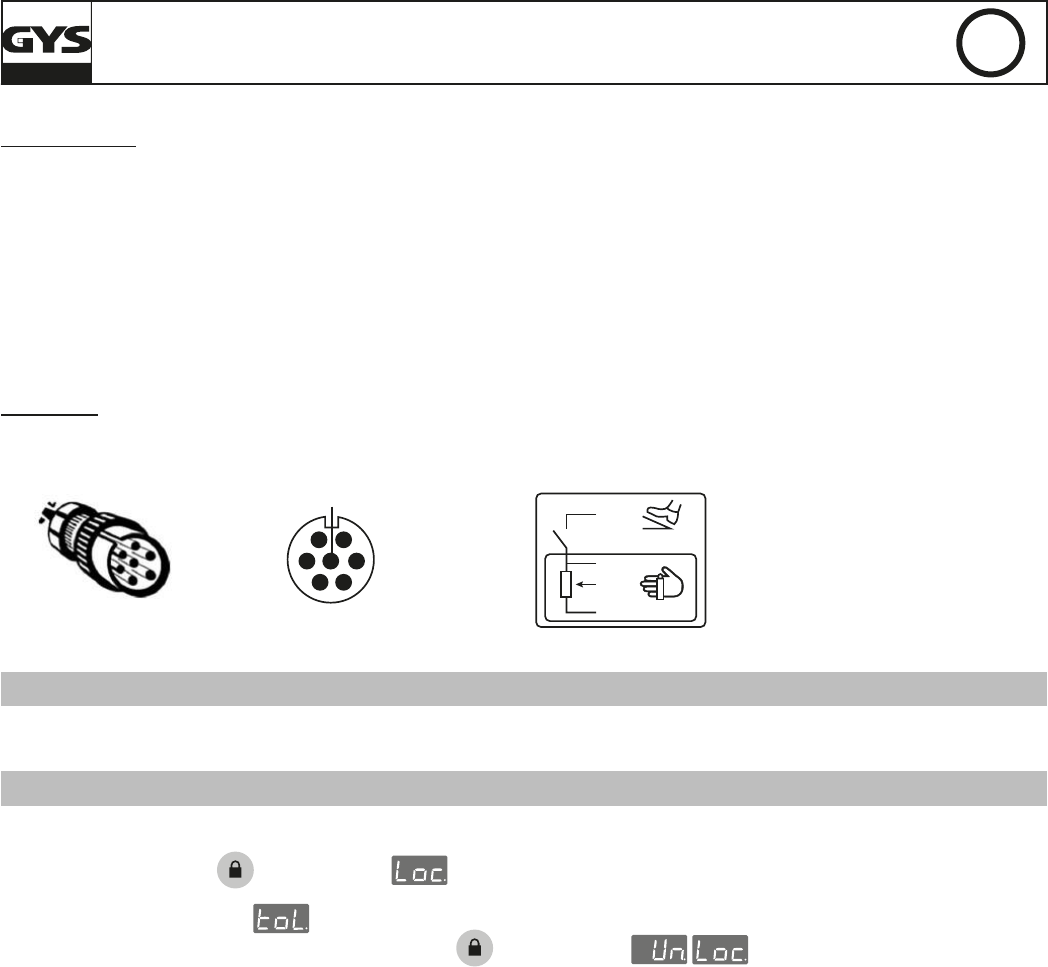
Connectique
En plus de la commande à distance manuelle et de la pédale, il est possible de réaliser vos propres connexions grâce à la che mâle optionnelle
(ref.
045699)
. Pour le câblage, suivre le schéma ci-dessous
(utiliser un potentiomètre de 10 kΩ)
:
F
A
F
CD
E
G
D
C
B
A
ref. 045699Vue extérieureSchémas électriques en fonction des commandes à distance.
VENTILATION
An de diminuer la gêne sonore et l’aspiration de poussières, le générateur intègre une ventilation pilotée. La vitesse de rotation des ventilateurs est
fonction de la température et du taux d’utilisation de la machine.
VERROUILLAGE DES COMMANDES
Une fonction permet de verrouiller les boutons du clavier et les molettes pour éviter ainsi un déréglage accidentel.
Opération :
Appuyer 3 secondes sur le bouton , l’afchage indique puis revient sur l’afchage courant. La LED
(FIG-2, n°11)
s’allume.
Aucun bouton n’est actif, la molette secondaire est inactive, la molette principale permet une variation autour de la valeur initiale à +/- un pourcentage
déni par le paramètre «tolérance» (voir le chapitre «Accès aux menus»).
Pour déverrouiller les commandes, appuyer à nouveau 3 secondes sur le bouton , l’afchage indique puis revient sur l’afchage
courant. La LED
(FIG-2, n°11)
s’éteint.
12
EXAGON 400 CC/CV
FR
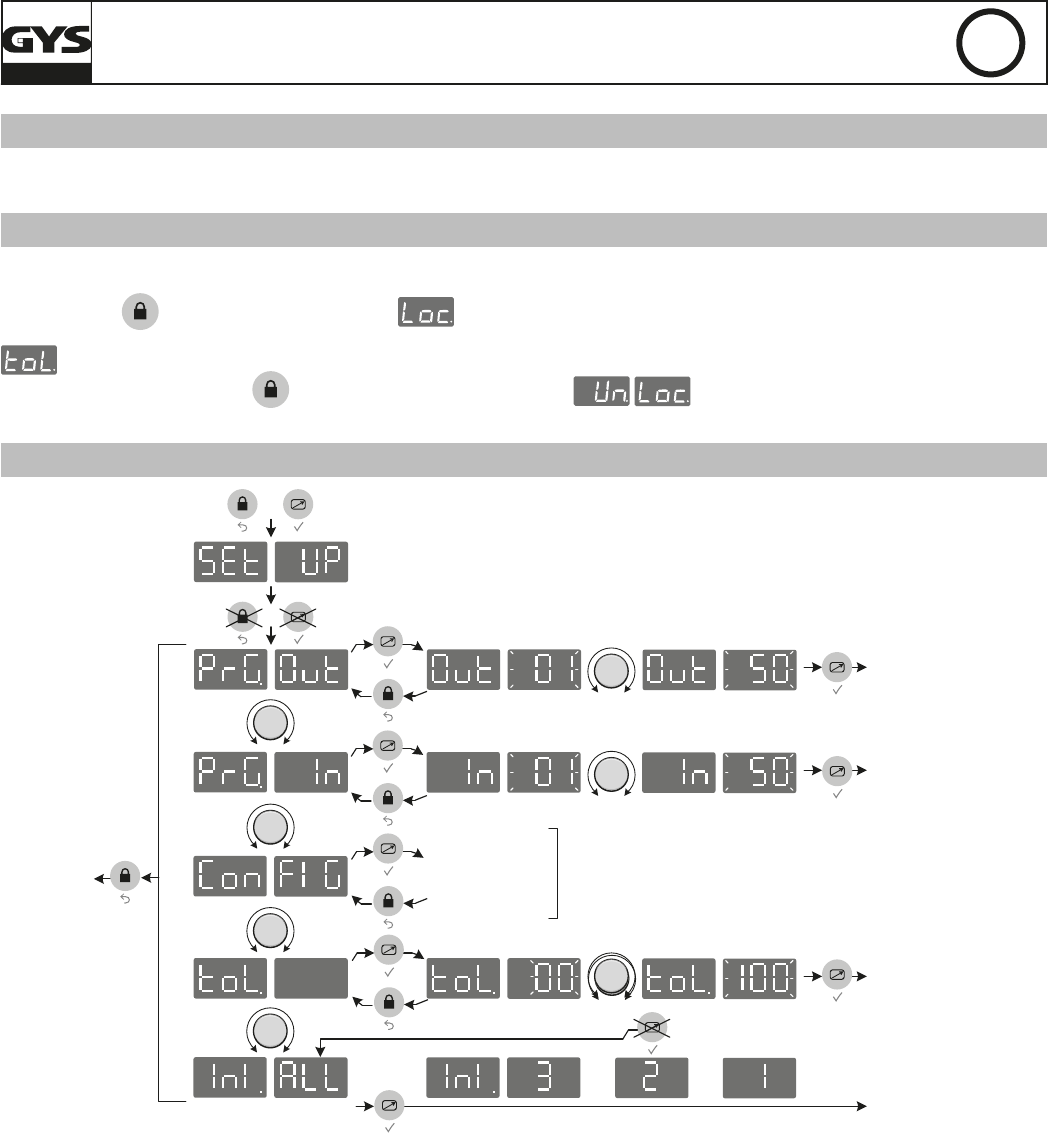
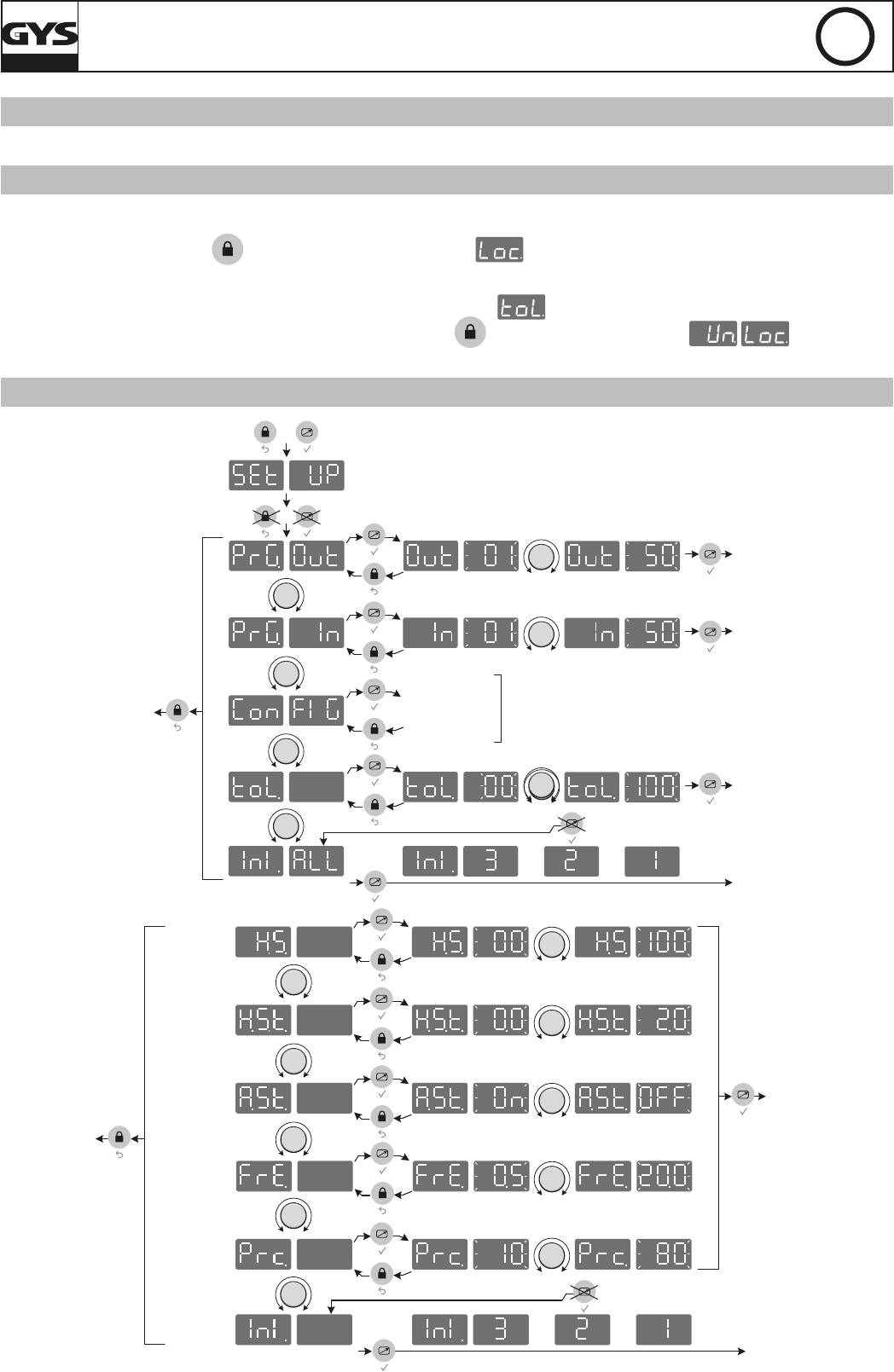
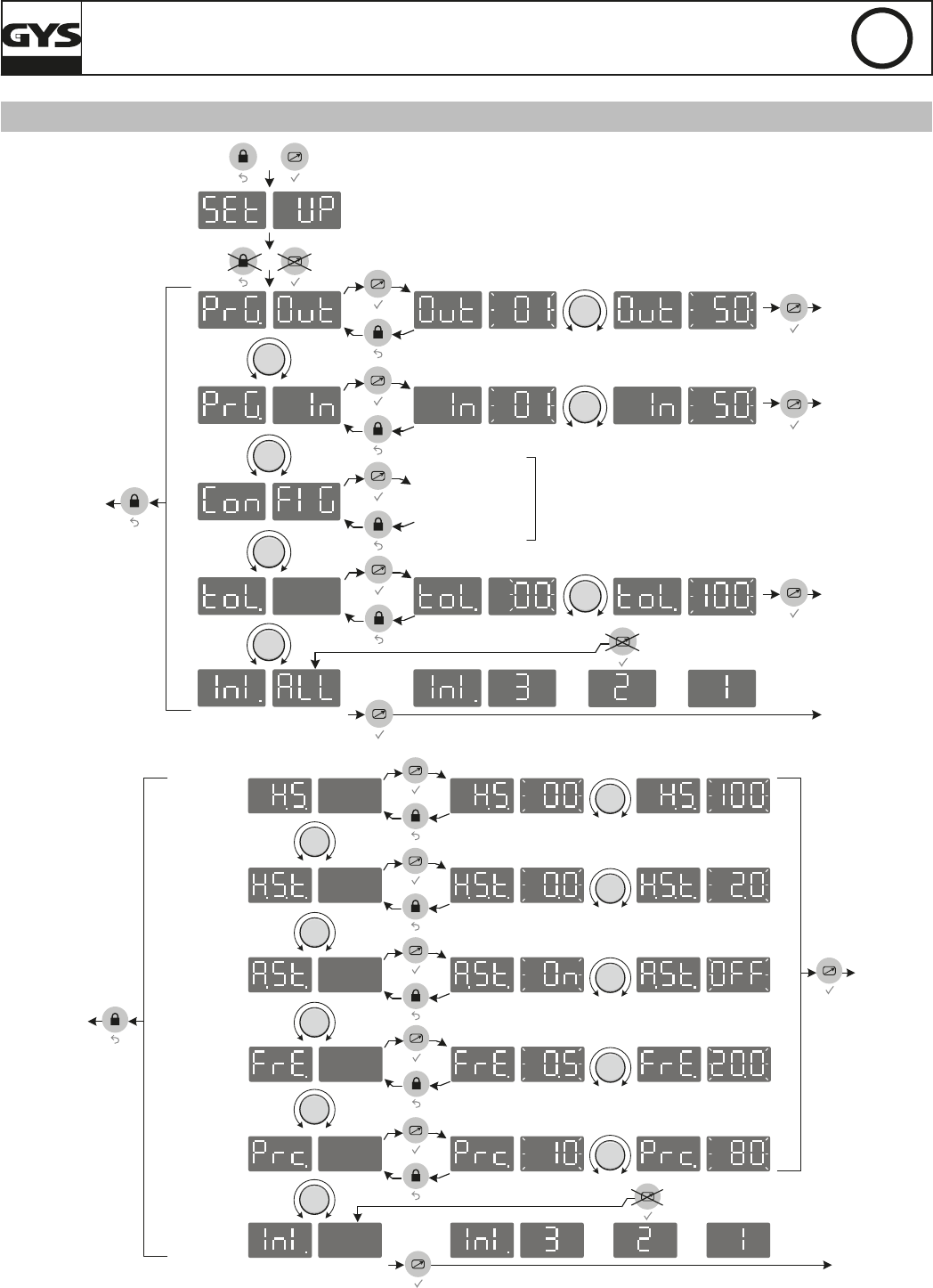
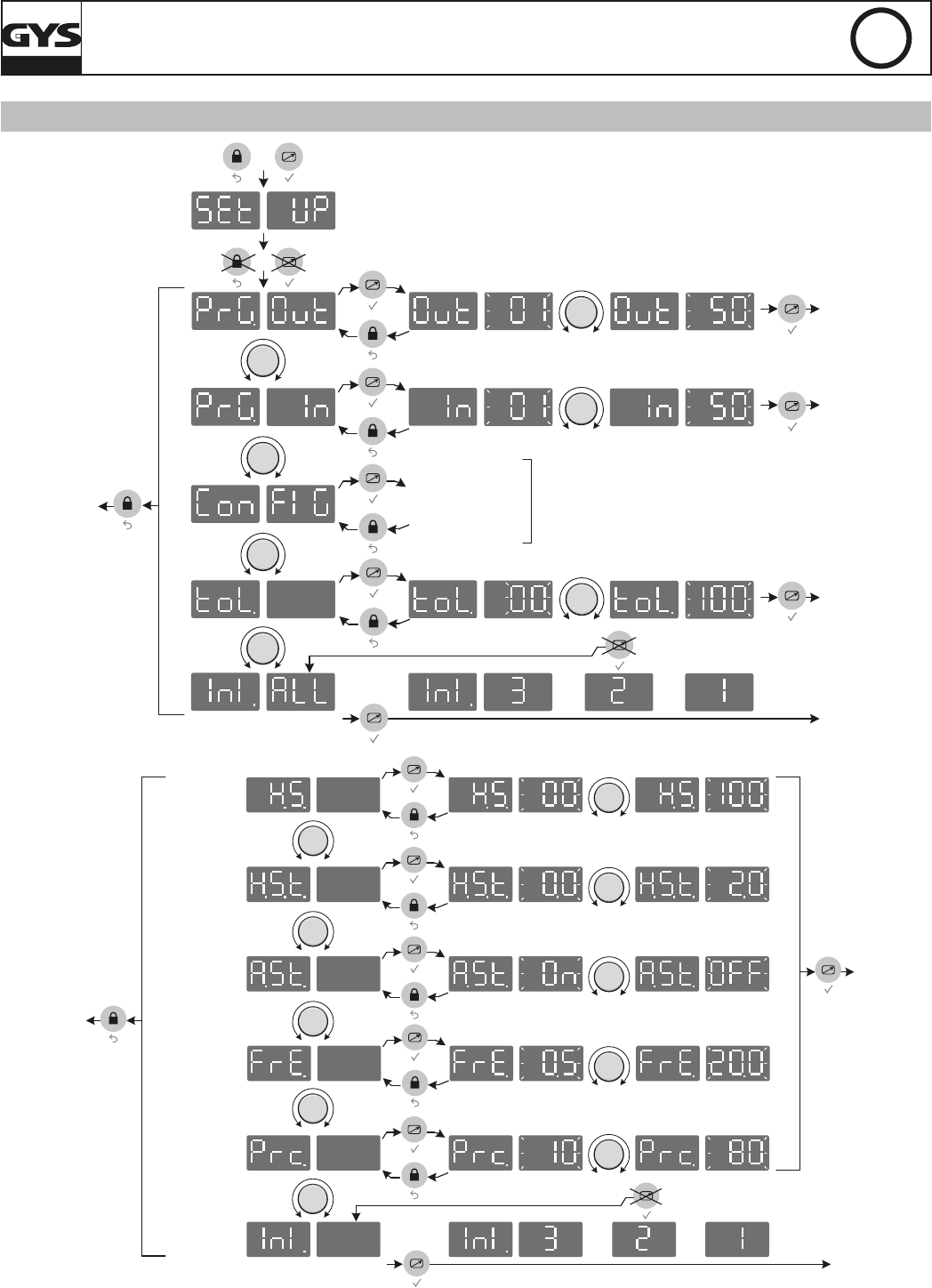
ACCÈS AUX MENUS
+x 3s
+
1s1s1s
...
...
Rappel des
paramètres et
sortie du menu
Sauvegarde des
paramètres et
sortie du menu
Validation du
paramètre
tolérance et retour
à la racine du menu
Réinitialisation de
tous les paramètres
de tous les
procédés
Existe en MMA et MMA
montant uniquement
Menu configuration du
procédé en cours
Sortie du menu
configuration
Sortie vers IHM
soudage
Relâchement des boutons
Valeur
actuelle
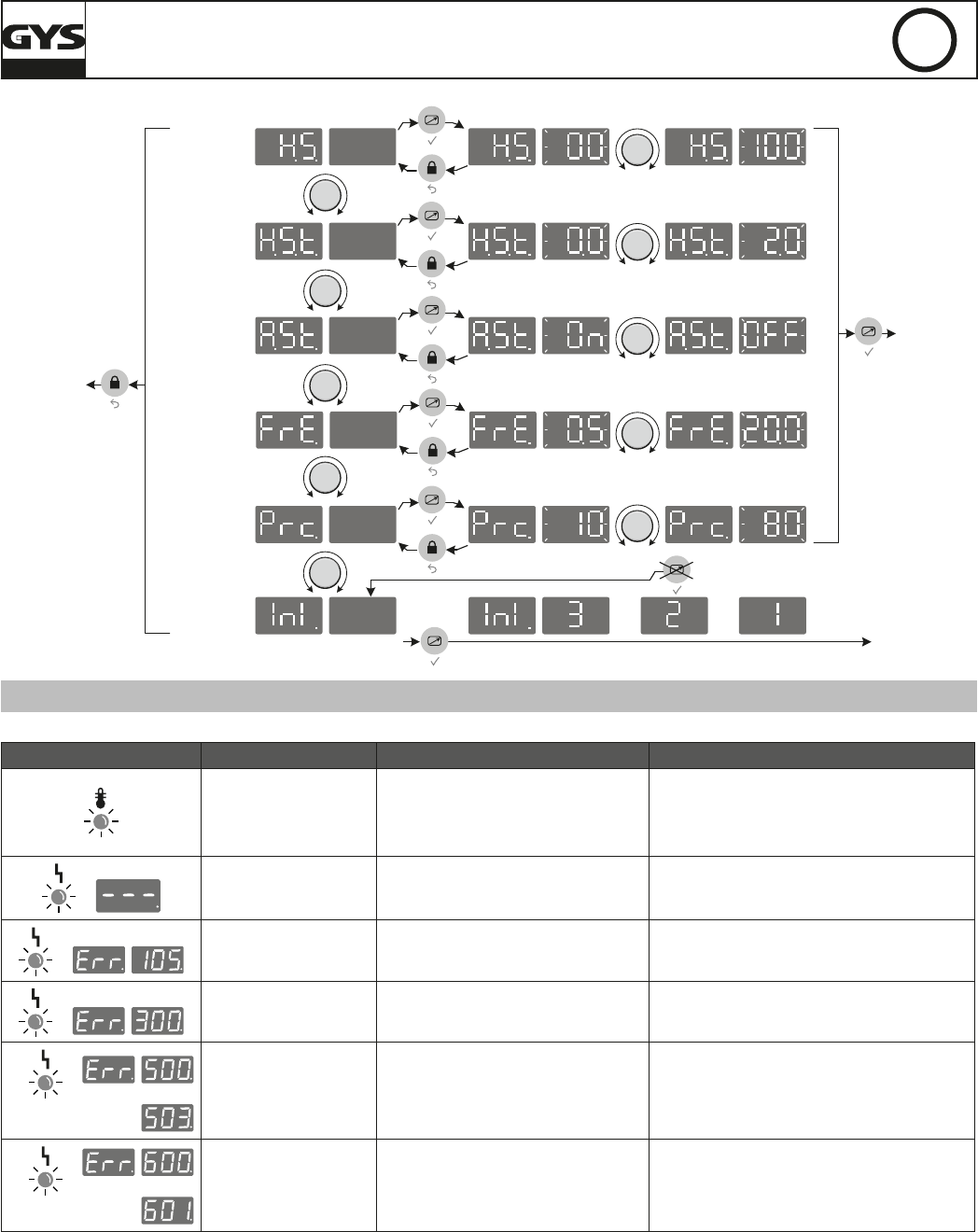
1s1s1s
...
...
...
...
...
Retour vers le
menu Setup
Hot Start
Hot Start
time
AntiSticking
Frequence
(MMA montant)
Pourcentage
(MMA montant)
Validation du
paramètre en
cours
Réinitialisation du
paramètre en
cours
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
Valeur
actuelle
13
EXAGON 400 CC/CV
FR
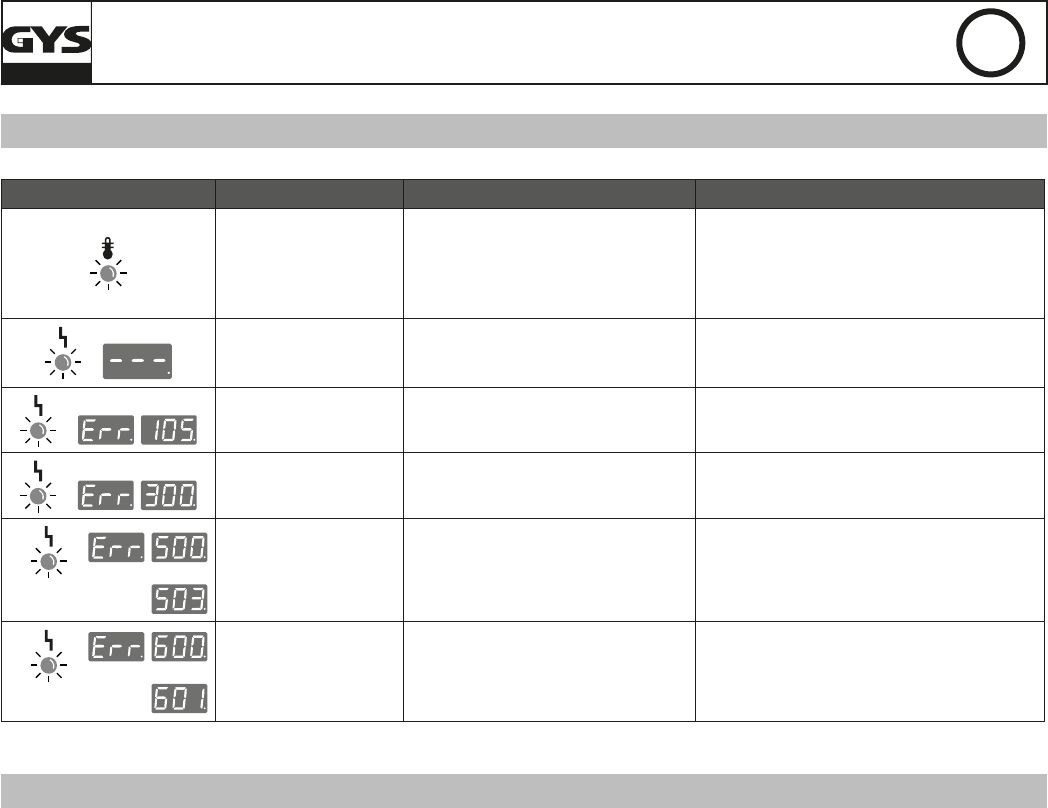
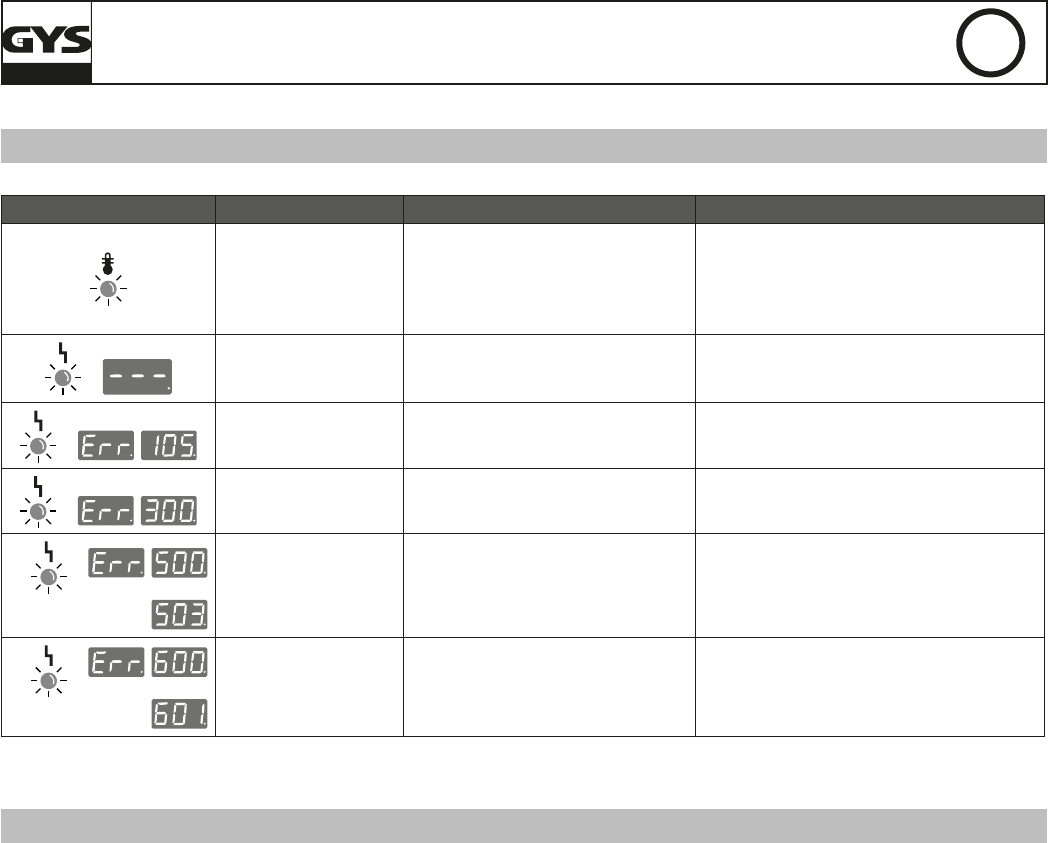
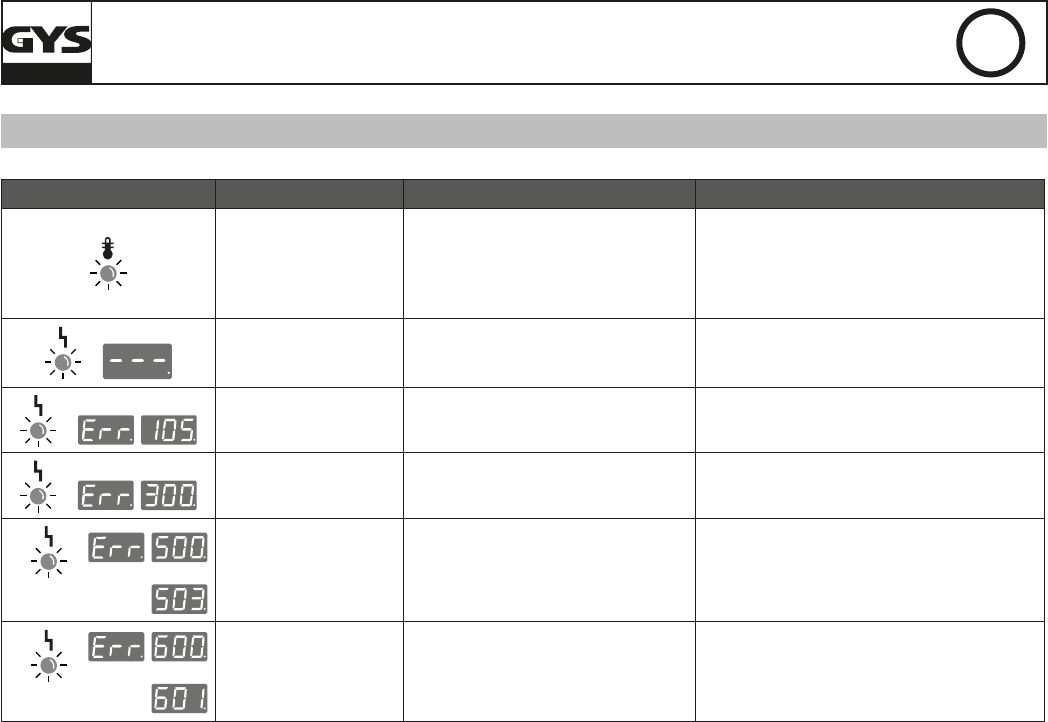
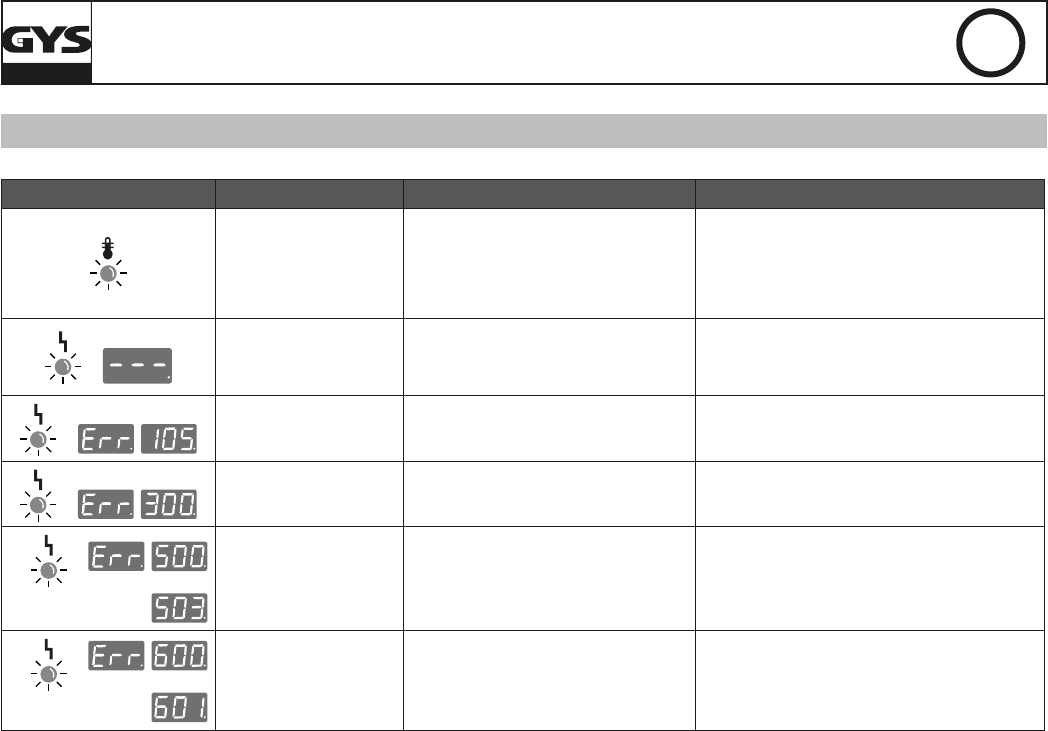
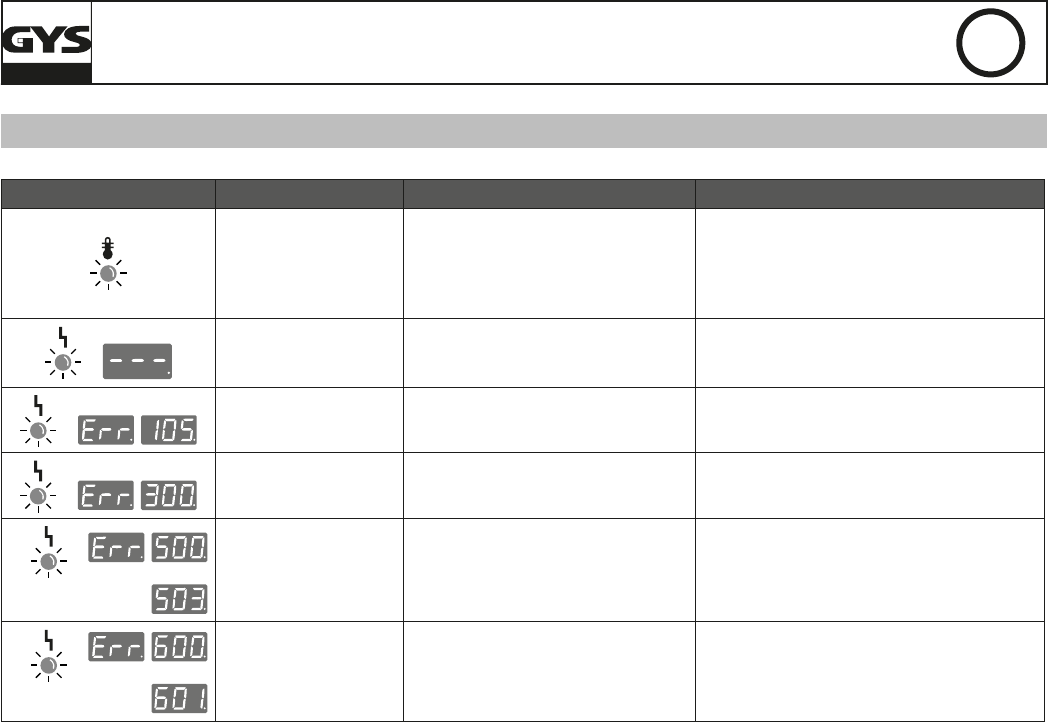
MESSAGES D’ERREUR, ANOMALIES, CAUSES, REMÈDES
Ce matériel dispose d’un système de contrôle de défaillance. En cas de défaillance, des messages d’erreur peuvent s’afcher.
Code erreurSignicationCAUSESREMÈDES
Protection thermique.
Dépassement du facteur de marche.
Température ambiante supérieure à 40°C.
Entrées d’air obstruées.
Attendre l’extinction du témoin pour reprendre le
soudage.
Respecter le facteur de marche et assurer une bonne
ventilation.
L’utilisation du ltre anti-poussières optionnel réduit
les facteurs de marche.
+
Défaut tension secteur.
Tension secteur hors tolérances ou manque
une phase.
Faites contrôler votre installation électrique par une
personne habilitée. La tension entre phases doit être
comprise entre 340Veff et 460Veff.
+
Défaut capteur de courant.
Le capteur de courant est débranché ou
défaillant.
Faites contrôler le câblage du capteur par un person-
nel qualié.
+
Défaut commande relais de
puissance.
Le relais de puissance n’a pas pu être fermé.
Faites contrôler le câblage de la commande du relais
par un personnel qualié.
+
à
Absence information de
température.
Un capteur de température est débranché.
Faites contrôler le câblage des capteurs par un
personnel qualié.
+
ou
Défaut sur un ventilateur.
Un des ventilateurs ne tourne pas à la
bonne vitesse.
Contrôler l’absence de corps étranger pouvant freiner
le ventilateur, contrôler le bon câblage, remplacer le
ventilateur.
Note : toute intervention nécessitant le décapotage du produit et le contrôle de l’installation électrique doit être effectuée par un technicien qualié.
CONDITIONS DE GARANTIE FRANCE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.
14
EXAGON 400 CC/CV
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any change or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured this manual .
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
ENVIRONMENT
This equipment must only be used for welding and gouging operations in accordance with the limits indicated on the descriptive panel and/or in
the user manual. The operator must respect the safety precautions that apply to this type of welding. In case of inedaquate or unsafe use, the
manufacturer cannot be held liable.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or
well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Store between -25 and +55°C (-13 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 2000 meters above sea level (6500 feet).
INDIVIDUAL PROTECTIONS AND OTHERS
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, noise, gas fumes, and electrical shocks.People wearing pacemakers are
advised to consult with their doctor before using this device.
In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, reproof and
in good condition, and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
It may be necessary to install reproof welding curtains to protect others against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc ray or the molten metal, and to wear protective clothes.
It is necessary to protect yourself with a welding hood (rated NR.10 or higher) and to protect your eyes during cleaning operations.
Do not operate whilst wearing contact lenses.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit. Ensure ear protection is worn by
anyone in the welding area.
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling trolley when the machine is plugged in - The manufacturer is not responsible for
any accident or injury that happens as a result of not following these safety precautions.
The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch,
you should make sure it’s cold enough and wait at least 10 minutes before any intervention. The cooling trolley must be on when
using a water cooled torch in order to ensure that the liquid does not cause any burns.
ALWAYS ensure the working area is left as safe and secure as possible to prevent damage or accidents.
WELDING FUMES AND GAS
The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or
extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufcient air supply
in the workplace.
Check that the air intake is in compliance with safety standards.
Care must be taken when welding in small areas, and the operator will need supervision from a safe distance. Welding certain pieces of metal
containing lead, cadmium, zinc, mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. The cylinders must be in a vertical position secured to a support or trolley.
Do not weld in areas where grease or paint are stored.
15
EXAGON 400 CC/CV
EN
FIRE AND EXPLOSIONS RISKS
Protect the entire welding area. Compressed gas containers and other inammable material must be moved to a minimum safe
distance of 11 meters.
A re extinguisher must be readily available.
Be careful of spatter and sparks, even through cracks.
It can be the source of a re or an explosion.
Keep people, ammable objects and containers under pressure at a safe distance.
Welding of sealed containers or closed pipes should not be undertaken, and if opened, the operator must remove any inammable or explosive
materials (oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any ammable materials.
GAS BOTTLE
Gas leaking from the cylinder can create a hazard if present in high concentrations around the work area.
Transport must be done safely: Cylinders closed and product off. Always keep cylinders in an upright position securely chained
to a xed support or trolley.
Close the bottle after any welding operation. Be careful with gas bottles placed in areas of high temperature, or in sunlight.
Cylinders should be located away from areas where they may be struck or subjected to physical damage.
Always keep gas bottles at a safe distance from arc welding or cutting operations, and any source of heat, sparks or ame.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRIC SAFETY
The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious accidents, if not deadly.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied and skilled professional.
Make sure that the cable cross section is adequate with the usage (extensions and welding cables).
Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating shoes, regardless of the environment
in which you work in.
EMC CLASSIFICATION
These Class A devices are not intended to be used on a residential site where the electric current is supplied by the public
network, with a low voltage power supply. There may be potential difculties in ensuring electromagnetic compatibility on these
sites, because of the interferences, as well as radio frequencies.
These devices are not compliant with the CEI 61000-3-12 standard. On a public low-voltage power grid, it is the responsibility
of the installer or user of the device to ensure, by checking with the operator of the distribution network, which device can be
connected.
ELECTROMAGNETIC INTERFERENCES
The electric currents owing through a conductor cause electrical and magnetic elds (EMF). All welders should use the
following guidelines to minimize exposure to electromagnetic elds from the welding circuit.
- Regroup the electrode cables and earth clamp. If possible, attach them with tape
- Do not roll the electrode cable, torch or the earth clamp around the body.
- Do not stand between the cables. If the electrode cable or torch is on the right, the work cable should also be on the right.
- Connect the earth cable to the workpiece, as close as possible to the welding area.
- Do not work next to the welding power source.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet known.
16
EXAGON 400 CC/CV
EN
RECOMMENDATIONS TO ASSES THE AREA AND WELDING INSTALLATION
Overview
The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer’s instructions. If electromagnetic
disturbances are detected, it is be the responsibility of the user of the arc welding equipment to resolve the situation with the manufacturer’s technical
assistance. In some cases, this remedial action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an
electromagnetic shield around the welding power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences
must be reduced until they are no longer bothersome.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned, in particular, it should consider the following:
a. Other cables, control cables, telephone cables: above, below and besides the device;
b. Radio/TV transmitters and receptors,
c. Computers and other control equipments,
d. Critical equipments for safety such as safety commands of industrial equipments;
e. The health of people being near the machine (people wearing cardiac pacemaker, auditive device etc...)
f. Equipment used to calibrate and measure,
g. The immunity of the other equipments installed in the welding area or nead the welding machine. The user will have to make sure that the devices
in the same room are compatible with each other. This may require additional precautions,
h. The time of day during which the unit must operate;
The surface of the area to be considered around the device depends on the the building’s structure and other activities that take place there. The area
taken in consideration can be larger than the limits determined by the companies.
Welding area assessment
Besides the welding area, the assessment of the arc welding systems intallation itself can be used to identify and resolve cases of disturbances. The
assessment of emissions must include in situ measurements as specied in Article 10 of CISPR 11: 2009. In situ measurements can also be used to
conrm the effectiveness of mitigation measures.
RECOMMENDATION ON METHODS OF ELECTROMAGNETIC EMISSIONS REDUCTION
a. National power grid: The arc welding machine must be connected to the national power grid in accordance with the manufacturer’s
recommendation. If interferences occur, it may be necessary to take additional preventive measures such as the ltering of the power suplly network.
Consideration should be given to shielding the power supply cable in a metal conduit. It is necessary to ensure the shielding’s electrical continuity
along the cable’s entire length. The shielding should be connected to the welding current’s source to ensure good electrical contact between the
conduct and the casing of the welding current source.
b. Maintenance of the arc welding equipment: The arc welding machine should be be submitted to a routine maintenance check according to
the manufacturer’s recommendations. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment
is on.. The arc welding equipment must not be modied in any way, except for the changes and settings outlined in the manufacturer’s instructions.
The spark gap of the arc start and arc stabilization devices must be adjusted and maintained according to the manufacturer’s recommendations.
c. Welding cables: Cables must be as short as possible, close to each other and close to the ground, if not on the groud.
d. Electrical bonding: consideration shoud be given to bonding all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the riskof electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing of the welded part: When the part is not earthed because for electrical safety reasons or because of its size and its location (which
is the case with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions. It is
preferable to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipments. If necessary, it is
appropriate that the earthing of the part is done directly, but in some countries that do not allow such a direct connection, it is appropriate that the
connection is made with a capacitor selected according to national regulations.
f. Protection and plating: The selective protection and plating of other cables and devices in the area can reduce perturbation issues. The
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE MACHINE
The machine is equipped with two handles to facilitate transport, which requires two people. Be careful not to underestimate the
machine’s weight.
Do not use the cables or torch to move the machine. The welding equipment must be moved in an upright position.
30°
Never lift the machine while there is a gas cylinder on the support shelf. Transportation standards are different.
Do not place/carry the unit over people or objects.
INSTALLATION
Rules to follow:
• Put the machine on the oor (maximum incline of 10°.)
• Ensure the work area has sufcient ventilation for welding, and that there is easy access to the control panel.
17
EXAGON 400 CC/CV
EN
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The machine must not be used in an area with metal dusts.
• The machine protection level is IP23, which means :
- Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and,
- Protection against the rain inclined at 60% towards the vertical.
These devices can be used outside in accordance with the IP23 protection index.
• Do not use the machine when the temperature is > 40°C.
• The power cables, extensions and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect
and/or dangerous use of the machine.
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person.
• Ensure the machine is switched off by unplugging it, and then wait 2 minutes before carrying out maintenance work. High
Voltage and Currents inside the machine.
• Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualied
person, with an insulated tool.
• Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales
service or an equally qualied person to prevent danger.
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
• Do not use these machines to unfreeze pipes.
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorized by the manufacturer should perform the installation of the welding equipment. During set up, the operator must
ensure that the machine is unplugged.
HARDWARE DESCRIPTION (FIG-1)
The Exagon 400 CC-CV is a three phase inverter welder which, depending on its equipment, can do :
- Electrode welding (MMA)
- Semi automatic welding (MIG/MAG/ux cored wire)
- Tungsten electrode welding (TIG)
- Carbon electrode gouging
The TIG process requires gas shielding (Argon).
The MMA process can weld any type of electrode : rutile, basic, cellulosic, stainless and brass.
The 400 CC-CV can be equipped with a remote control or foot pedal.
1-Man to Machine Interface5-Wire feeder control cable connector
2-+ polarity plug6-Transport handles and lifting rings
3-- polarity plug7-On/off switch
4-Remote control cable connector8-Power supply cable
CONTROL BOARD (MMI) (FIG-2)
1-Voltage display13-Remote control activation button
2-Active risk reduction system indicator (VRD)14-Active remote control indicator
3-Current display15-Basic electrode indicator
4-Overheat indicator16-Rutile electrode indicator
5-Disruption of normal operations indicator17-Cellulosic electrode indicator
• Dieses Gerät wird mit einem 400V/32A 3-ph (3P+N+PE) Typ EN 60309-1 Stecker geliefert.
Das EXAGON 400 CC-CV darf ausschließlich an einer 400V (50 - 60 Hz)-Steckdose mit vorschriftsmäßig angeschlossenem Schutzleiter betrieben
werden.
Der aufgenomme Strom (I1eff) ist auf dem Gerät angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/
oder Fehlerstromschutzsch) für den Betrieb des Gerätes geeignet sind. In Ländern mit abweichender Netzversorgungswerten kann ein Tausch des
Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
•Der integriete Überspannungsschutz schaltet das Gerät bei Unter-/Überschreitung (<360V/>440V) der zulässigen Netzspannung oder beim Fehlen
einer Phase in den Stand-by-Modus. Diese Fehler werden auf dem Display auf der Gerätevorderseite angezeigt (s. Fehler/Ursache/Lösung).
• Die Inbetriebnahme des Gerätes erfolgt über den Ein/Aus-Schalter (7): auf I ist das Gerät an, auf O ist auf. Hinweis! Die Versorgung unter
keinen Umständen trennen, solange das Gerät eingeschaltet ist.
28
EXAGON 400 CC/CV
DE
GENERATORBETRIEB
Diese Maschine kann an Generatoren mit den angegebenen Leistungsdaten betrieben werden. Der Generator muss die folgenden Bedingungen
erfüllen: - Die Effektivspannung beträgt 400V AC +15% bei einer Frequenz von 50 oder 60Hz. - Die Spitzenspannung darf 700V nicht überschreiten.
Generatoren, die diesen Anforderungen nicht erfüllen, können die Maschine beschädigen und sind nicht erlaubt.
EINSATZ VON VERLÄNGERUNGSKABELN
Bei Einsatz von Verlängerungskabeln müssen der Querschnitt entsprechend der Spannung und unter Berücksichtigung des Spannungsfalls gewählt
werden. Verlängerungkabel müssen den örtlichen Richtlinien und Normen entsprechen.
Versorgungsspannungmin. Querschnitt bei Verlängerungskabel (<45m)
400V2.5 mm²
ELEKTRODEN-SCHWEISSEN (E-HAND-SCHWEISSEN UND STEIGNAHT )
ANSCHLUSS UND HINWEISE
• Schließen Sie die Kabel für Elektrodenhalter und Masseklemme an die entsprechenden Anschlussbuchsen an.
• Beachten Sie die auf der Elektrodenpackung angebene Schweißpolarität und Stärke.
• Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Schweißgerät nicht in Gebrauch ist.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
E-HAND-SCHWEISSEN
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
STEIGNAHT
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
MODUS-AUSWAHL
Drücken Sie mehrfach die -Drucktaste bis die LED oder leuchtet.
Im Steignaht-Modus erleichtert ein gepulster Strom das Schweißen von Steignähten.
EINSTELLUNGEN
1. Elektrodenauswahl:
Wählen Sie den Typ der Elektrode durch längeres (>3s) Drücken auf die -Drucktaste, bis die Signal-LED für den gewünschten Elektrodentyp
leuchtet.
2. Schweißstrom:
Stellen Sie die Schweißstrom mit dem Drehreglers passend zu Elektrodendurchmesser und Werkstück ein.
3. Arcforce-Einstellung:
Stellen Sie die Arcforce mith dem rechten Drehregler ein. Die Anzeige oberhalb des Reglers zeigt einen relativen Wert von -9 bis +9 an. Je nie-
driger der Wert, desto weicher ist der Lichtbogen weich ist und je höher, desto höher ist auch die Schweißspannung. Die Voreinstellung ist 0.
SCHWEISSEINSTELLUNGEN
EINSTELLUNG DES SCHWEISSSSTROMS
Die folgende Tabelle zeigt die empfohlenen Schweißstromeinstellungen in Abhängigkeit von Elektrodentyp und Durchmesser. Die Angaben sind ohne
Berücksichtigung spezieller Einsatzbedingungen und Schweißposition.
Ø Elektrode
(mm)
E6013-Rutilelektrode
(A)
E7018 basische Elektrode
(A)
E6010-Zelluloselektrode
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
EINSTELLUNG DER ARCFORCE
Die Arcforce sollte auf einen mittleren Wert (0) eingestellt werden und nach Schweißaufgabe und Resultaten angepasst werden.
Hinweis: Die Arcforce ist abhängig vom Elektrodentyp.
29
EXAGON 400 CC/CV
DE
ERWEITERTE EINSTELLUNGEN
Weitere Informationen zum Zugriff auf die erweiterten Einstellungen nden Sie unter «Menü-Zugang».
Zu den beiden E-Hand-Modi und gibt es die folgenden weiteren Einstellungen:
: HotStart, erhöhter Zündstrom in % des Schweißstroms.
: Hotstart Time, Dauer in Sekunden.
: Antisticking, aktiviert (On), der Schweißstrom wird automatisch abgeschaltet, falls ein Kurzschluss mehr als 2 Sekunden auftritt.
Deaktiviert (Off), der Schweißstrom wird nicht automatisch ausgeschaltet.
Im Steignahtmodus , gibt es zwei weitere Einstellmöglichkeiten.
: Frequenz, Anzahl von Schweißstromwechseln pro Sekunde (Hz).
: Prozent, niedrigerer Zweitschweißstrom in Prozent des Hauptschweißstroms.
WIG-SCHWEISSEN (WIG-MODUS )
ANSCHLUSS UND HINWEISE
Zum WIG-Schweißen benötigt man einen Brenner mit Drehventil sowie eine Schutzgasasche mit Druckminderer.
Verbinden Sie das Massekabel mit der positiven Schweißstrombuchse (+) und den Brenner mit der negativen Schweißstrombuchse des Gerätes (-).
Schließen Sie Brenner und Gasschlauch an.
Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spann-
hülse, Brennerkappe und Wolfram-Elektrode).
BETRIEBSART-AUSWAHL
Drücken Sie mehrmal auf die Taste bis die LED unter dem Symbol
leuchtet..
SCHWEISSPARAMETER
1. Einstellung des Schweißstroms:
Der Schweißstrom wird mit dem Drehregler eingestellt. Der Wert wird
in der rechten Digitalanzeige angezeigt.
2. Einstellung des Stromabfalls (downslope) :
Stellen Sie die Zeit mit den Drehregler ein. Der LED-Ring zeigt die
Einstellposition an. Die rechte Digitalanzeige zeigt die Zeit in Sekunden ge-
nau an.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
ZÜNDUNG :
Die Zündung erfolgt über Berühren «LIFT» : Mit der Elektrode das Werkstück berühren, dann den Brenner langsam anheben, der Lichtbogen bildet
sich.
UNTERBRECHUNG DES SCHWEIßVORGANGS / AUSLÖSEN DES «Downslopes» :
Zum Beenden des Schweißvorgangs den Brenner langsam hoch ziehen. Die Stromstärke nimmt allmählich ab (Downslope).
EINSTELLHILFE UND VERSCHLEISSTEILE-AUSWAHL
DC
Strom (A)Elektrode (mm)Düsen (mm)
Argon-Durchuss-
menge (L/min)
0.3 - 3 mm5 - 7516.56 - 7
2.4 - 6 mm60 - 1501.686 - 7
4 - 8 mm100 - 20029.57 - 8
6.8 - 8.8 mm170 - 2202.4118 - 9
9 - 12 mm255 - 3003.212.59 - 10
SCHLEIFEN DER ELEKTRODE
d
L
L = 3 x d bei kleinem Schweißstrom
L = d bei hohem Schweißstrom
30
EXAGON 400 CC/CV
DE
SYNERGISCHES MIG/MAG-SCHWEISSEN MIT WERKSTATTDRAHTVORSCHUBKOFFER (EXAFEED )
ANSCHLUSS UND HINWEISE
• Verbinden Sie das Massekabel entsprechend dem Drahttyp entweder mit der positiven (+) oder der negativen (-) Schweißstrombuchse des Gerätes .
• Schließen Sie das Zwischenschlauchpaket an die freie Schweißstrombuchse an.
• Verbinden Sie den Steuerleitungsstecker des Zwischenschlauchpakets mit der zehnpoligen Steuerkontaktbuchse (ABB-1, 5),
• Der Anschluss des Zwischenschlauchpakets an den Drahtvorschubkoffer ist in der Bedienungsanleitung des Drahtvorschubskoffers beschrieben.
MODUS-AUSWAHL UND EINSTELLUNGEN
Drücken Sie mehrfach die -Drucktaste bis die LED leuchtet.
Die beiden Anzeige zeigen - - - und die Drehregler sind deaktiviert. Die Einstel-
lungen werden am Bedienfeld des Drahtvorschubkoffers vorgenommen (Lesen
Sie bitte die Bedienungsanleitung des Drahtvorschubkoffers für die Einstellun-
gen).
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
SYNERGISCHES MIG/MAG-SCHWEISSEN MIT DRAHTVORSCHUBKOFFER (MIT SPANNUNGSERKEN
NUNG
)
ANSCHLUSS UND HINWEISE
• Verbinden Sie das Massekabel entsprechend dem Drahttyp entweder mit der positiven (+) oder der negativen (-) Schweißstrombuchse des Gerätes.
• Schließen Sie das Verbindungskabel (NOMAD CABLE) an die freie Schweißstrombuchse an am Gerät an und verbinden es anschließend mit dem
Dinse-(Texas-)Stecker am Drahtvorschubkoffer.
• Lesen Sie bitte die Bedienungsanleitung des Drahtvorschubkoffers für die Einstellungen.
MODUS-AUSWAHL UND EINSTELLUNGEN
Drücken Sie mehrfach die -Drucktaste bis die LED leuchtet.
1. Einstellung der Schweißspannung:
Stellen Sie die Schweißspannung mithilfe des Drehreglers entsprechend
der Schweißausgabe ein. Die eingestellte Spannung wird auf der linken Anzeige
angezeigt.
2. Einstellung der Drossel:
Die Drosselwirkung regulieren Sie mit dem Drehregler . Eine beleuchtete
Anzeige zeigt einen Wert von -9 bis +9 an.
Je kleiner die Drosselwirkung, desto härter ist der Lichtbogen und je höher die
Drosselwirkung, desto weicher ist der Lichtbogen.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
FUGENHOBELN
ANSCHLUSS UND HINWEISE
• Verbinden Sie das Massekabel mit der negativen Schweißstrombuchse (-),
• Verbinden Sie den Fugenhobeln-Brenner mit der positiven Schweißstrombuchse (+),
•Setezn Sie eine Karbonelektrode in den Brenner ein,
• Schließen Sie die Druckluft am Fugenhobeln-Brenner an,
Zünden Sie den Lichtbogen durch Kontakt von Elektrode und Werkstück
MODUS-AUSWAHL UND EINSTELLUNG
Drücken Sie mehrfach die -Drucktaste bis die LED leuchtet.
Stellen Sie die Lichtbogenspannung mithilfe des Drehreglers entsprechend
ein. Die eingestellte Spannung wird auf der linken Anzeige angezeigt.
• 36V bis 45V für 6,35mm-Elektroden
• 39V bis 45V für 8mm-Elektroden
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
STROM-/SPANNUNGANZEIGE BEIM SCHWEISSEN
Das Gerät zeigt die aktuellen Schweißstrom- und Schweißspannungwerte beim Schweißen an. Nach Ende des Schweißvorgangs werden die
durchschnittlichen Werte 30 Sekunden lang angezeigt. Sobald Veränderungen der Einstellungen vorgenommen werden, werden die eingestellten
Werte angezeigt.
31
EXAGON 400 CC/CV
DE
SPEICHERN UND ABRUFEN DER SCHWEISSENEINSTELLUNGEN
Die eingestellten Werte bleiben beim Ausschalten erhalten und stehen bei Wiedereinschalten des Gerätes sofort zur Verfügung.
Zusätzlich können weitere Einstellungen gespeichert und abgerufen werden.
50 Speicherplätze sind für jeden Modus verfügbar.
Gespeichert werden:
- Die Haupteinstellung
- Die sekundäre Einstellung (E-Hand, CV)
- Die weitere Einstellungen (E-Hand)
Speichern der Einstellungen:
- Drücken Sie drei Sekunden die - und -Drucktasten. Sobald leuchtet, können Sie die Drucktasten loslassen.
- Drehen Sie einen der Drehregler bis aueuchtet. Drücken Sie auf zur Bestätigung.
- Ein freier Speicherplatz (01 bis 50) wird angezeigt.
- Drehen Sie den Drehregler zur Auswahl eines Speicherplatzes. Mit Druck auf
bestätigen.
- Die Einstellungen wurden gespeichert/Sie verlassen direkt das Menü.
Eine gespeicherte Einstellung abrufen:
- Drücken Sie drei Sekunden auf die - und -Drucktasten. Sobald leuchet, die Drucktasten loslassen.
- Drehen Sie einen der Drehregler bis aueuchtet. Drücken Sie auf zur Bestätigung.
- Es wird eine Speichernummer (01 bis 50) angezeigt.
- Mit dem Drehregler wählen Sie den Speicherplatz aus und bestätigen mit der Drucktaste .
Die gespeicherten Werte werden geladen/Sie verlassen direkt das Menü.
FERNREGLER
ANSCHLUSS UND HINWEISE
Die Fernregelung funktioniert in allen Modi.
Mit dem Fernregler können die Schweißstromstärke im E-Hand und WIG-Modus und die Spannung im MIG/MAG-Modus (CV) oder beim Fugenhobeln
verändert werden.
Anschluss:
1- Schließen Sie den Fernregler an der Rückseite des Gerätes an.
2- Das Gerät erkennt den Fernregler automatisch und auf dem Display öffnet sich folgendes Menü:
Fussfernreglerauswahl
Auswahl des Handfernreglers Typ Poti.
Wählen Sie den Fernregler mit einem der Drehregler aus und bestätigen Sie mit
.
Die LED leuchtet (ABB-2, Nr.14).
Der Fernregler kann am Gerät aktiviert/deaktiviert werden. Drücken Sie drei Sekunden die -Drucktaste , die LED (ABB-2, Nr.14) zeigt den
Fernreglerzustand an (LED an = Fernregler an).
Fernsteuerungsbetrieb:
• Handfernregler (Zubehör Art.-Nr. 045675).
Der Fernregler ermöglicht die Regelung des Schweißstroms von 50% bis 100% der am Gerät eingestellten Stromstärke. Für die maximale Schweißs-
tromstärke muss diese am Gerät als Schweißstrom eingestellt sein.
Der Fernregler ermöglicht die Regelung der Schweißspannung von min. bis max. (Der Drehregler am Gerät ist deaktiviert).
• Fußfernregler (Zubehör Art.-Nr. 045682) :
Der Fernregler ermöglicht im WIG-Modus die Regelung des Schweißstroms von I Start (minimale Einstellung) bis 100% der am Gerät eingestellten
Stromstärke. In der Anzeige erscheint der am Gerät eingestellte Wert.
Anschluss
Mit dem optional erhältlichen Anschluss (Art.-Nr. 045699) ist die Verwendung anderer Fernregler möglich. Anschluss siehe Schaltplan (Sie benötigen
ein 10kΩ-Potentiometer):
F
A
F
CD
E
G
D
C
B
A
Art.-Nr. 045699Außenansicht Anschlussplan für Fernregler.
32
EXAGON 400 CC/CV
DE
LÜFTUNG
Die Anlage besitzt eine geregelte Lüftung. Die Lüfterdrehzahl ist abhängig von Temperatur und Einsatzdauer.
FERNREGLERSPERRE
Das Bedienfeld lässt sich zur Vermeidung von unbeabsichtigten Veränderungen der eingestellten Schweißparameter sperren.
Aktivieren:
Drücken Sie für drei Sekunden die -Drucktaste, in der Anzeige erscheint und dann wird wieder der Strom angezeigt. Die LED (ABB-2,
Nr.11) leuchtet.
Alle Drucktasten und der rechte Drehregler sind deaktiviert. Der linke Drehregler ermöglicht eine +/- Änderung des eingestellten Wertes. Die maximal
mögliche Veränderung der Einstellung legen Sie in der «Toleranz»-Einstellung fest (siehe den Abschnitt «Menü-Zugang»).
Zum Entsperren des Bedienfelds drücken Sie wieder drei Sekungen auf die -Drucktaste. Im Display erscheint und dann wieder
der Strom. Die LED (ABB-2, Nr.11) erlischt.
MENÜ-ZUGANG
+x 3s
+
1s1s1s
...
...
...
Einstellungen
laden und Menü
verlassen
Einstellungen
speichern und
Menü verlassen
Bestätigung der
Toleranzeinstellun-
gen und ins
Hauptmenü
zurückkehren
Zurücksetzen aller
Einstellungen
Nur im MMA- und Steignaht-
modus verfügbar.
Einstellen der
aktuellen Schweißpa-
rameter
Menü verlassen
Menü verlassen
Taste loslassen
aktueller
Wert
1s1s1s
...
...
...
...
...
Züruck zu dem
Setup Menü
Hot Start
Hot Start Dauer
AntiSticking
Frequenz
(Steignaht)
Prozent
(Steignaht)
Bestätigen der
aktuellen Werte
Zurücksetzen der
aktuellen Werte
aktueller
Wert
aktueller
Wert
aktueller
Wert
aktueller
Wert
aktueller
Wert
33
EXAGON 400 CC/CV
DE
FEHLERMELDUNGEN, FEHLER, URSACHE, LÖSUNG
Diese Anlage besitzt ein Fehlermeldesystem. Im Fehlerfall werden konkrete Fehlermeldungen angezeigt.
FehlermeldungBedeutungUrsacheLösung
Thermoschutz
Überschreiten der Einschaltdauer.
Umgebungstemperatur höher als 40°C.
Lüftergitter verstopft.
Warten Sie bis die Anzeige nicht mehr leuchtet, um
weiter zu schweißen.
Beachten Sie die Einschaltdauer und sorgen für eine
bessere Belüftung.
Der Einsatz eines optionalen Staublters reduiziert
die Einschaltdauer.
+
Fehler Netzspannung
Netzspannung außerhalb der Toleranz oder
Phasenfehler.
Überprüfen Sie ihre Elektroinstallation.
Die Versorgungsspannung muss zwischen 340Veff
und 460Veff liegen.
+
Fehler Stromsensor
Der Stromsensor ist nicht angeschlossen
oder defekt.
Lassen Sie das Gerät von einer qualizierten Person
überprüfen.
+
Fehler LeistungsrelaisDas Leistungsrelais hat nicht geschaltet.
Lassen Sie das Gerät von einer qualizierten Person
überprüfen.
+
bis
keine TemperaturmeldungKein Signal vom Thermosensor.
Lassen Sie das Gerät von einer qualizierten Person
überprüfen.
+
oder
LüfterfehlerEiner der Lüftern läuft nicht korrekt.
Prüfen Sie, ob keine Fremdkörper den Lüfter abbrem-
sen. Prüfen Sie die Verkabelung bzw. tauschen Sie
den Lüfter.
HInweis: Alle Änderungen, die die Abnahme des Gerätgehäuse oder die Kontrolle der Elektroanlage benötigen, müssen von qualizierten Fachpersonal
durchgeführt werden.
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kosten-
lose Reparatur und ein kostenloser Ersatz von Ersatzteilen.
Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebruach, Sturz oder harte Stöße sowie durch nicht autorisierte Reparatu-
ren oder durch Transportschöden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B.
Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur
erfolgt erst nach einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleis-
tung trägt ausschließlich die Kosten für den Rückversand an den Fachhändler.
34
EXAGON 400 CC/CV
ES
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
ENTORNO
Esta máquina se debe utilizar solamente para realizar operaciones de soldadura y ranurado dentro de los límites indicados en el aparato y el manual.
Se deben respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas incluso donde se almacene el producto.
Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -25 y +55°C (-13 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 2000 m por encima del nivel del mar (6500 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS DEMÁS
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que
lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerle de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según aplicaciones).
Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco,
proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas
adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado. Igualmente para
toda persona que esté en la zona de soldadura.
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de
la antorcha, se debe asegurar que esta esté lo sucientemente fría y espere al menos 10 minutos antes de toda intervención. El
grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido no pueda causar
quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación
insuciente. Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
35
EXAGON 400 CC/CV
ES
RIESGOS DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras.
Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
BOTELLAS DE GAS
El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura
(comprobar bien).
El transporte de este se debe hacer con toda seguridad: botellas cerradas y el aparato apagado. Se deben colocar verticalmente
y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de
incandescencia.
Manténgalas alejadas de los circuitos eléctricos y del circuito de soldadura y no efectúe nunca una soldadura sobre una botella a presión.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso
de soldadura.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada de tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla
de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del aparato cuando este está encendido (antorchas, pinzas, cables,
electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada.
Dimensione la sección de los cables (prolongados y cables de soldadura) de forma adecuada a la aplicación.
Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.
Este material no es conforme a la norma CEI 61000-3-12. En una red eléctrica pública de baja tensión, es responsabilidad
del instalador o del usuario del material asegurarse, si fuera necesario consultando al distribuidor, de que el aparato se puede
conectar.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de
soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los
soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del
circuito de soldadura:
• Coloque los cables de soldadura juntos - fíjelos con una brida si es posible;
• Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
• No enrolle nunca los cables de soldadura alrededor de su cuerpo;
• No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
• conecte el cable a la pieza lo más cerca posible de zona a soldar;
36
EXAGON 400 CC/CV
ES
• no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
• no suelde cuando transporte el generador de soldadura o la devanadera.
Las personas con marcapasos deben consultar a un médico antes de utilizar estos equipos.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el
usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En algunos
casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario construir
una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con ltros de entrada. En cualquier caso, las
perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona donde se va a instalar
prestando especial atención a las siguientes indicaciones:
a. Cableado de control, cableado telefónico y de comunicación, otra clase de cableado: tanto por encima, como debajo y a los lados del aparato.
b. Receptores y transmisores de radio y televisión,
c. Ordenadores y otros equipos de control,
d. Equipos importantes para la seguridad como controles de seguridad de equipos industriales,
e. la salud de las personas que se encuentran cerca de la máquina, por ejemplo las personas que llevan un marcapasos, un aparato auditivo, etc...,
f. Equipos que sirven para calibrar y medir,
g. la resistencia de otros aparatos electrónicos instalados en el lugar donde se va a usar el aparato. El usuario deberá asegurarse de que los aparatos
del local sean compatibles entre ellos. Esto podría requerir precauciones suplementarias,
h. El tiempo del día durante el cual el aparato deberá funcionar,
La supercie de la zona que se debe tener en consideración alrededor del aparato dependerá de la estructura de los edicios y de las actividades que
se desarrollen en los mismos. La zona se puede extender más allá de los límites de la empresa.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas
de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11:2009. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Red eléctrica pública: conviene conectar el equipo de soldadura a la red eléctrica pública según las recomendaciones del fabricante. Si se
produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de alimentación
eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura instalado de forma
ja. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de
soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura al arco: conviene que el material de soldadura al arco esté sometido a un mantenimiento regular
según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de
soldadura al arco. El material de soldadura al arco no se debe modicar de ningún modo, salvo modicaciones y ajustes mencionados en el manual
de instrucciones del fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un
mantenimiento siguiendo las recomendaciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En
cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos
elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones
y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edicios, una conexión a tierra de la pieza puede
reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios
o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión a tierra de la pieza a soldar se haga directamente, pero en algunos
países no se autoriza este conexión directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en función de
la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones.
La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DEL APARATO
La fuente de corriente de soldadura está equipada de dos mangos en la parte superior que permiten transportarlo con la mano
por dos personas. No se debe subestimar su peso.
No utilice los cables o la antorcha para desplazar el aparato. Se debe desplazar en posición vertical.
37
EXAGON 400 CC/CV
ES
30°
No eleve una botella de gas y el aparato al mismo tiempo. Sus normas de transporte son distintas.
Es preferible quitar la bobina antes de elevar o transportar el aparato.
No transporte el equipo por encima de otras personas u objetos.
INSTALACIÓN DEL MATERIAL
Normas a respetar:
• La máquina se debe colocar sobre una supercie cuya inclinación máxima sea 10° respecto a la horizontal.
• Coloque la máquina en una zona lo sucientemente amplia para airearla y acceder a los comandos.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
• No utilice en un entorno con polvos metálicos conductores.
• El material tiene un grado de protección IP23, lo cual signica:
- Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm.
- una protección contra la lluvia que cae a 60% respecto a la vertical.
El material se puede utilizar en el exterior según el índice de protección IP23.
• No utilice los aparatos en temperaturas > 40°C.
• Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante GYS no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso
incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• El mantenimiento sólo debe realizarse por personal cualicado.
• Corte la alimentación, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior, la
tensión y la intensidad son elevadas y peligrosas.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualicado que compruebe
que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
• Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su
servicio post-venta o una persona con cualicación similar, para evitar cualquier peligro.
• Deje los oricios del equipo libres para la entrada y la salida de aire.
• No utilice el equipo para deshelar las cañerías.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está
desconectado de la red eléctrica.
DESCRIPCIÓN DEL MATERIAL (FIG-1)
El Exagon 400 CC-CV es un generador de soldadura inverter trifásico que en función de su equipamiento permite:
- La soldadura al electrodo revestido (MMA)
- La soldadura semiautomática (MIG/MAG/Hilo revestido)
- La soldadura al electrodo de tungsteno bajo gas inerte (TIG)
- El ranurado al arco con electrodo de carbono
El proceso TIG requiere una protección gaseosa (Argón).
El proceso MMA permite soldar todo tipo de electrodos: rutilo, básico, celulósico, acero inoxidable y hierro fundido.
El Exagon 400 CC-CV se puede equipar con un mando a distancia manual o a pedal.
1-Interfaz hombre-máquina5-Conexión de control de devanadera
2-Conector de polaridad positiva6-Mangos de transporte y anillas de elevado
3-Conector de polaridad negativa7-Conmutador encendido / apagado
4-Conexión de control a distancia8-Cable de alimentación eléctrica
INTERFAZ HOMBRE-MÁQUINA (IHM) (FIG-2)
1-Indicador de tensión13-Botón de activación del control a distancia
2-Indicador de funcionamiento del dispositivo reductor de riesgos (VRD)14-Indicador de actividad del control a distancia
3-Indicador de corriente15-Indicador de electrodo básico
4-Indicador de sobrecalentamiento16-Indicador de electrodo rutilo
5-Indicador de perturbación del funcionamiento normal17-Indicador de electrodo celulósico
6-Ruedecilla de ajuste del parámetro principal18-Indicador del modo electrodo revestido MMA
7-Indicador del parámetro Arc-Force19-Indicador del modo electrodo revestido MMA con pulsación
8-Indicador del parámetro de inductancia variable20-Indicador del modo tensión (CV)
9-Cursores luminosos21-Indicador del modo semiautomático
38
EXAGON 400 CC/CV
ES
10-Ruedecilla de ajuste del parámetro secundario22-Indicador del modo electrodo refractario TIG
11-Indicador de bloqueo del teclado23-Indicador del modo ranurado
12-Botón de bloqueo del teclado24-Botón de selección de modo
RED ELÉCTRICA - PUESTA EN MARCHA
• El equipo incluye una clavija trifásica de 5 polos (3P+N+PE) de tipo EN 60309-1.
El Exagon 400 CC/CV debe conectarse a una instalación eléctrica trifásica 400V (50/60Hz), CON toma de tierra. Este aparato debe utilizarse solamente
en una toma eléctrica trifásica de 4 hilos con neutro conectado a tierra.
La corriente efectiva absorbida (I1eff) está señalada sobre el equipo para condiciones de uso máximas. Compruebe que la alimentación y sus protec-
ciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En ciertos países puede ser necesario cambiar la toma de
corriente para condiciones de uso máximas. El usuario debe asegurarse de la accesibilidad de la toma de corriente.
• El aparato está previsto para funcionar sobre una tensión eléctrica de 400V +/- 15%. Se pone en protección si la tensión de la red eléctrica es
superior a 340Veff o superior a 460Veff (un código de fallo aparece en la pantalla del teclado)
• La puesta en marcha del se efectúa rotando el conmutador de encendido/apagado (7) sobre la posición I, y el apagado se hace rotándolo sobre la
posición O. Atención: No interrumpa nunca la alimentación eléctrica cuando esté en carga.
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este equipo puede funcionar con grupos electrógenos siempre y cuando la potencia auxiliar responda a las exigencias siguientes:
- La tensión debe ser alterna, su valor ecaz de 400V (+/- 15%) y la tensión pico inferior a 700V.
- La frecuencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar los equipos.
USO DE PROLONGADOR ELÉCTRICO
Todos los prolongadores deben tener un tamaño de sección apropiados a la tensión del aparato.
Utilice un prolongador que se ajuste a las normativas nacionales.
Tensión de entradaSección de la prolongación (<45m)
400V2.5 mm²
SOLDADURA CON ELECTRODO REVESTIDO (MODO MMA Y MMA ASCENDENTE )
CONEXIÓN Y CONSEJOS
• Conectar los cables, portaelectrodos y pinza de masa a los conectores,
• Respete las polaridades e intensidades de soldadura indicadas en las cajas de electrodos,
• Quite el electrodo del portaelectrodos cuando el equipo no está siendo utilizado.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA
Las zonas en gris no son útiles en este modo.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA ASCENDENTE
Las zonas en gris no son útiles en este modo.
SELECCIÓN DEL MODO
Presione sobre el botón , hasta que el LED se encienda bajo el símbolo o .
El modo MMA ascendente añade una pulsación de corriente que facilita la soldadura vertical ascendente.
PARÁMETROS PRINCIPALES
1. Selección del tipo de revestimiento:
Seleccione el tipo de revestimiento del electrodo presionando el botón más de tres segundos hasta que el LED se enciende bajo el tipo de elec-
trodo deseado.
2. Ajuste de la intensidad de soldadura:
Ajuste la corriente de soldadura con la ayuda de la ruedecilla principal en función del diámetro del electrodo y del tipo de ensamble a realizar.
La consigna de corriente se indica en la pantalla de la derecha.
3. Ajuste el nivel del arcforce:
Varíe el nivel de arcforce mediante la ruedecilla a derecha , un índice luminoso indica el valor relativo de -9 a +9. Cuanto más débil es el nivel
del arcforce más suave será el arco. Al contrario, cuanto más alto es el nivel de arcforce, mayor sera la sobreintensidad de soldadura. El valor por
defecto es 0.
39
EXAGON 400 CC/CV
ES
PARÁMETROS DE SOLDADURA
AJUSTE DE LA INTENSIDAD DE SOLDADURA:
Los ajustes siguientes corresponden a la zona de intensidad utilizable en función del tipo y del diámetro del electrodo. Estas zonas son bastante
amplias ya que dependen de la aplicación y de la posición de soldadura.
Ø de electrodo
(mm)
Rutilo E6013
(A)
Básico E7018
(A)
Celulósico E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
AJUSTE DEL ARCFORCE
Se aconseja posicionar el arcforce en posición media (0) para iniciar la soldadura y ajustarla en función de los resultados y de las preferencias de
soldadura. Nota: la zona de ajuste del arcforce es especica al tipo de electrodo seleccionado.
CONFIGURACIONES AVANZADAS
Compruebe la sección Acceso a los Menús para más detalles sobre el acceso a los parámetros avanzados.
Los dos modos MMA y están provistos de los parámetro adicionales siguientes:
: HotStart, nivel de sobreintensidad al cebado, presentado en porcentaje de la corriente de soldadura.
: HotStart Time, duración de la sobreintensidad del cebado presentado en segundos.
: Antisticking, si activado (On), la corriente se anula al cabo de dos segundos consecutivos de cortocircuito, si está desactivado (Off), la
corriente no se anula en caso de cortocircuitos largos.
En modo MMA ascendente , dos parámetros complementarios son accesibles:
: Frecuencia, determina el número de pulsaciones por segundos (Hz).
: Porcentaje, determina el nivel de corriente baja presentada en porcentaje de corriente de soldadura.
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (TIG )
CONEXIONES Y CONSEJOS
La soldadura TIG requiere de una antorcha y de una botella de gas de protección equipada de un manómetro.
Conecte la pinza de masa en el conector de conexión positivo (+).
Conecte el cable de potencia de la antorcha en el conector de conexión negativo (-).
Conecte el tubo de gas al manómetro de la botella de gas.
Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
SELECCIÓN DEL MODO
Presione sobre el botón , hasta que el LED se encienda bajo el símbolo
.
PARÁMETROS DE SOLDADURA
1. Ajuste de intensidad de soldadura:
Ajuste la corriente de soldadura con la ayuda de la ruedecilla principal
en función del grosor y del tipo de ensamble a realizar. La consigna de cor-
riente se indica en la pantalla de la derecha.
2. Ajuste del desvanecimiento (downslope):
Ajuste el tiempo del desvanecimiento mediante la ruedecilla secundaria
. El índice luminoso indica la posición de ajuste, la pantalla de derecha
indica la duración del desvanecimiento en segundos.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Las zonas en gris no son útiles en este modo.
CEBADO:
El cebado es de tipo LIFT: mediante la antorcha, toque el electrodo con la pieza a soldar y eleve poco a poco el electrodo, se forma un arco.
INTERRUPCIÓN DE LA SOLDADURA / ACTIVADO DEL DESVANECIMIENTO:
Para interrumpir la soldadura, tire ligeramente del arco, este bajará su intensidad gradualmente (desvanecimiento).
SOLDADURA SEMIAUTOMÁTICA MIG / MAG CON DEVANADERA DE TALLER ESPECIFICA (EXAFEED )
CONEXIONES Y CONSEJOS
• Conecte la pinza de masa sobre el conector de conexión positivo (+) o negativo (-) en función del tipo de hilo utilizado (por norma general sobre
el -),
• Conecte el otro accesorio sobre el conector restante para la potencia,
• Conecte la clavija de control sobre el conector de 10 puntos situado entre los dos conectores de potencia (FIG-1, n°5),
• Compruebe el manual de uso de la devanadera para efectuar el resto de conexiones.
SELECCIÓN DEL MODO Y AJUSTE
Presione varias veces sobre el botón hasta que el LED se encienda bajo
el símbolo .
Las dos pantalla indican - - - y las ruedecillas están inactivas, todos los controles
pasan a la interfaz de la devanadera (compruebe el manual de usuario de la
devanadera para efectuar los ajustes).
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Las zonas en gris no son útiles en este modo.
SOLDADURA SEMIAUTOMÁTICA MIG / MAG CON DEVANADERA DE DETECCIÓN DE TENSIÓN ( )
CONEXIONES Y CONSEJOS
• Conecte la pinza de masa sobre el conector de conexión positivo (+) o negativo (-) en función del tipo de hilo utilizado (por norma general sobre
el -),
• Conecte la devanadera sobre el conector restante mediante un cable macho-hembra (NOMAD CABLE),
• Compruebe el manual de uso de la devanadera para efectuar el resto de conexiones que pudieran ser especícos de la devanadera elegida.
SELECCIÓN DEL MODO Y AJUSTE
Presione sobre el botón , hasta que el LED se encienda bajo el símbolo .
1. Ajuste de la tensión de soldadura:
Ajuste la tensión de soldadura mediante la ruedecilla principal en función
del trabajo a efectuar. La consigna de tensión se indica en la pantalla de la
derecha.
2. Ajustar la inductancia:
Ajuste el nivel de inductancia mediante la ruedecilla de ajuste secundaria
, un índice luminoso indica el valor relativo de -9 a +9. Cuanto más débil es el
nivel de la inductancia más duro y direccional será el arco. Al contrario, cuanto
más alto es el nivel de inductancia, mas suave será el arco y con menos
proyecciones.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Las zonas en gris no son útiles en este modo.
41
EXAGON 400 CC/CV
ES
RANURADO AL ARCO
CONEXIONES Y CONSEJOS
• Conecte la pinza de masa sobre el conector de conexión negativo (-),
• Conecte la antorcha de ranurado sobre el conector de conexión positivo (+),
• Oriente la mordaza de la pinza en función de la posición de trabajo, asegúrese de que el aire comprimido sale en dirección del arco y no en el
sentido opuesto.
• Coloque un electrodo de carbono,
• Enchufe el aire comprimido a la antorcha de ranurado,
El cebado es sencillo : sobra con tocar la pieza sobre la que se va a trabajar y avanzar empujando el electrodo hacia el metal a retirar.
SELECCIÓN DEL MODO Y AJUSTE
Presione sobre el botón , hasta que el LED se encienda bajo el símbolo .
Ajuste la tensión del arco mediante la ruedecilla principal , la consigna de
tensión está indicada en la pantalla izquierda.
• 36V a 45V para un electrodo de 6.35 mm.
• 39V a 45V para un electrodo de 8 mm.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Las zonas en gris no son útiles en este modo.
INDICACIONES CORRIENTE/TENSIÓN DURANTE LA SOLDADURA
Durante la soldadura, el generador mide e indica los valores instantáneos de corriente y de tensión de soldadura. Tras la soldadura, los valores medios
de corriente y de tensión se indican parpadeando durante 30 segundos. En cuanto se manipule la interfaz (ruedecillas o botones de ajuste), la pantalla
indica la consigna de soldadura.
MEMORIZACIÓN Y USO RÁPIDO DE CONFIGURACIONES DE SOLDADURA
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador.
Además de los parámetros en uso, las diferentes conguraciones se pueden registrar y usar
Se dispone de 50 memorias por proceso.
La memorización corresponde a :
- El parámetro principal
- El parámetro secundario (MMA, CV)
- Los parámetros secundarios (MMA)
Registre una conguración :
- Mantenga los botones y durante 3 segundos. aparece, suelte los botones.
- Gire una de las dos ruedecillas de ajuste para indicar . Valide presionando sobre el botón .
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire la ruedecilla de ajuste para seleccionar el lugar de memoria de la conguración a registrar. Valide presionando sobre el botón
.
- Una vez que se memoriza, la salida del menú es directa.
Utilizar una conguración existente :
- Mantenga los botones y durante 3 segundos. aparece, suelte los botones.
- Gire una de las dos ruedecillas de ajuste para indicar . Valide presionando sobre el botón .
- La pantalla indica a el lugar de la memoria (de 01 a 50) parpadeando.
- Gire una de las 2 ruedecillas de ajuste para seleccionar el lugar de memoria que se desee utilizar. Valide presionando sobre el botón .
Al efectuar la selección, se sale directamente del menú.
CONTROL A DISTANCIA
CONEXIÓN Y CONSEJOS
El control a distancia funciona en todos los modos (salvo en el modo semiautomático con devanadera de taller donde todos los controles pasan a la
devanadera).
El control a distancia reacciona sobre el parámetro principal del proceso en uso (Intensidad en MMA y TIG, tensión en CV y ranurado).
42
EXAGON 400 CC/CV
ES
Conexiones :
1- Conecte el control a distancia en la parte delantera del aparato.
2- La interfaz detecta la presencia de un control a distancia y propone una selección con la ruedecilla de ajuste :
Selección del pedal.
Selección de un control separado de tipo potenciómetro.
La selección del tipo de control a distancia se realiza mediante una de las dos ruedecillas, la validación se hace mediante el botón
.
El LED (FIG-2, n°14) se enciende.
Es posible activa / desactivar la función de control a distancia sin tener que desconectar físicamente el control a distancia. Sobra con presionar
durante 3 segundos el botón , el LED (FIG-2, nº14) indica entonces el estado del control a distancia (LED encendido = control a distancia en
funcionamiento).
Funcionamiento :
• Control a distancia manual (opción ref. 045675).
El control a distancia manual permite hacer variar:
- la corriente de 50% a 100% de la intensidad ajustada previamente mediante la ruedecilla principal. La consigna de corriente indicada corresponde
a la posición del cursor del potenciómetro. La consigna de corriente indicada pasa al 100% del ajuste cuando la ruedecilla de ajuste principal se
gira en el teclado del generador.
- del mínimo al máximo de la zona de tensión (la ruedecilla de ajuste principal ya no tiene efecto). El indicador de tensión traduce la variación del
control a distancia.
• Pedal (opción ref. 045682) :
El pedal permite variar :
- en TIG la corriente del mínimo a 100% de la intensidad ajustada anteriormente mediante la ruedecilla de ajuste principal. La consigna indicada en
pantalla corresponde a valor a 100%.
Conectores
Ademas del control a distancia manual y el pedal, puede realizar sus propias conexiones mediante la cha macho opcional (ref. 045699). Para el
cableado, seguir el esquema siguiente: (utilice un potenciómetro de 10kΩ) :
F
A
F
CD
E
G
D
C
B
A
ref. 045699Vista exteriorEsquemas eléctricos en función de los tipos de control a distancia.
VENTILACIÓN
Para disminuir la molestia sonora y la aspiración de polvo, el generador posee una ventilación controlada. La velocidad de rotación de los ventiladores
es en función de la temperatura y de la tasa de uso de la máquina.
BLOQUEO DE LOS COMANDOS
Una función permite bloquear los botones del teclado y las ruedecillas para evitar así un desajuste accidental.
Operación:
Presione 3 segundos sobre el botón , la pantalla indica y luego vuelve a la pantalla de corriente. El LED (FIG-2, n°11) se enciende.
Ningún botón queda activo, la ruedecilla secundaria queda inactiva, la ruedecilla principal permite una variación alrededor del valor inicial a +/- un
porcentaje denido por el parámetro «tolerancia» (ver sección Acceso a los menús).
Para desbloquear los controles, presione 3 segundos sobre el botón , la pantalla indica y luego vuelve a la pantalla de corriente.
El LED (FIG-2, n°11) se apaga.
43
EXAGON 400 CC/CV
ES
ACCESOS A LOS MENÚS
+x 3s
+
1s1s1s
...
...
Indicación de
parámetros
memorizados y
salida del menú
Guardado de
parámetros y
salida del menú
Validación del
parámetro de
tolerancia y retorno
a la página
principal del menú
Reinicio de todos
los parámetros de
todos los procesos
Disponible en MMA y en MMA
ascendente solamente
Menú configuración
del proceso actual
Salida del menú
configuración
Salida hacia
interfaz soldadura
Soltar botones
Valor
actual
1s1s1s
...
...
...
...
...
Retorno al menú
Setup
Hot Start
Hot Start
time
AntiSticking
Frecuencia
(MMA ascendente)
Porcentaje
(MMA ascendente)
Validación del
parámetro en
proceso
Reinicio del
parámetro en
proceso
Valor
actual
Valor
actual
Valor
actual
Valor
actual
Valor
actual
44
EXAGON 400 CC/CV
ES
MENSAJES DE ERROR, ANOMALÍAS, CAUSAS Y SOLUCIONES
Este material dispone de un sistema de control de fallo. En caso de fallo, se indican mensajes de error.
Código de errorSignicadoCausasSoluciones
Protección térmica
Utilización por encima del ciclo de trabajo.
Temperatura ambiente superior a 40ºC.
Entradas de aire obstruidas.
Espere a que se apague el testigo luminoso para
reiniciar la soldadura.
Respete el ciclo de trabajo y asegura una buena
ventilación.
El uso del ltro antipolvo opcional reduce los ciclos
de trabajo.
+
Fallo de tensión de red
eléctrica.
Tensión de red eléctrica fuera de los
umbrales de tolerancia o falta una fase.
Haga que una persona cualicada compruebe su ins-
talación eléctrica. La tensión entre fases debe estar
entre 340Veff y 460Veff.
+
Fallo sensor de corriente.
El sensor de corriente está desconectado o
presenta una avería.
Haga que una persona cualicada compruebe el
cableado del sensor.
+
Fallo control relé de
potencia.
El relé de potencia no se ha podido cerrar.
Haga que una persona cualicada compruebe el
cableado de control del relé.
+
a
Ausencia de información de
temperatura.
El sensor de temperatura está desconec-
tado.
Haga que una persona cualicada compruebe el
cableado de los sensores.
+
o
Fallo en el ventilador.
Uno de los ventiladores no gira a la veloci-
dad adecuada.
Controle la ausencia de objetos extraños que hayan
podido frenar el ventilador, compruebe que el
cableado es correcto, reemplace el ventilador.
Nota: toda intervención que requiera retirar la cubierta del producto y el control de la instalación eléctrica debe realizarse por un técnico cualicado.
45
EXAGON 400 CC/CV
RU
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата. В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного
подключения.
ОКРУЖАЮЩАЯ СРЕДА
Этот аппарат должен быть использован только для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции.
Необходимо соблюдать директивы по мерам безопасности. В случае неадекватного или опасного использования производитель не несет
ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
СВАРКА ЭЛЕКТРОДОМ С ОБМАЗКОЙ (MMA И MMA ВЕРТИКАЛЬНАЯ )
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Подключите кабели электрододержателя и зажима массы к коннекторам подсоединения,
• Соблюдайте полярность и сварочные токи, указанные на коробке с электродами,
• Снимайте электрод с электрододержателя, когда аппарат не используется.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA
Зоны серого цвета не применяются в данном режиме.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA ВЕРТИКАЛЬНАЯ
Зоны серого цвета не применяются в данном режиме.
ВЫБОР РЕЖИМА
Нажмите несколько раз на кнопку пока светодиод не загорится под символом или .
LРежим вертикальной MMA добавляет сварочный импульс облегчающий сварку на подъем.
ОСНОВНЫЕ ПАРАМЕТРЫ
1. Выбор типа обмазки:
Выбрать тип разновидность обмазки электрода удерживанием кнопки в течении 3 сек пока светодиод не загорится под нужным типом
электрода.
50
EXAGON 400 CC/CV
RU
2. Настройка интенсивности сварки:
Отрегулируйте сварочный ток с помощью основного колесика соответственно диаметру электрода и формы свариваемой конструкции.
Значение тока указано на правом экране.
3. Настроить уровень форсирования дуги:
Отрегулировать уровень форсирования дуги помощью правого колесика , световой указатель отметит относительную величину от -9
до +9. Чем меньше уровень форсирования дуги, тем мягче будет дуга и наоборот, чем выше уровень, тем выше будет сверхток. Значение
по умолчанию - 0.
ПАРАМЕТРЫ СВАРКИ
НАСТРОЙКА ИНТЕНСИВНОСТИ СВАРКИ
Настройки, указанные ниже, соответствуют диапазону интенсивности используемой в зависимости от типа и диаметра электрода. Эти
диапазоны достаточно широки, так как они зависят от применения и положения сварного шва.
Ø электрода
(mm)
Рутиловый E6013
(A)
С основной обмазкой E7018
(A)
Целлюлозный E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
НАСТРОЙКА ФОРСИРОВАНИЯ ДУГИ
Советуется установить переключатель в среднее положение (0) в начале сварки, а затем откорректировать в в зависимости от результатов
и предпочтений.
Примечание: диапазон настройки форсирования дуги определяется типом используемого электрода.
ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ
См. главу «доступ к меню» для получения сведений о доступе к дополнительным параметрам.
Оба режима MMA и имеют следующие дополнительные параметры:
: HotStart, уровень сверхтока при розжиге, выражается в процентах сварочного тока.
: Hotstart Time, длительность сверхтока при розжиге, выражается в секундах.
: Antisticking, включен (On), ток пропадет после 2 последовательных секунд короткого замыкания, выключен (Off), ток не пропадет
даже в случае длительных коротких замыканий.
В режиме вертикальной MMA есть два дополнительных параметра:
: Frequency, определяет количество импульсов в секунду (Гц).
: Процентное отношение, определяет уровень низкого тока выраженное в процентах сварочного тока.
СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА (TIG )
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
Для сварки TIG необходимо использовать специальную горелку и баллон с защитным газом оснащенный редуктором.
Подключите зажим массы к положительному коннектору подсоединения (+).
Подключите кабель мощности горелки к отрицательному коннектору подсоединения (–).
Подсоедините газовый шланг горелки к сварочному редуктору.
Убедитесь в том, что горелка правильно оснащена и что расходные комплектующие (ручные тиски, держатель втулки, диффузор и сопло)
не изношены.
ВЫБОР РЕЖИМА
Нажмите несколько раз на кнопку пока светодиод не загорится под
символом .
СВАРОЧНЫЕ ПАРАМЕТРЫ
1. Настройка сварочного тока:
Отрегулируйте сварочный ток с помощью основного колесика
соответственно толщине и типу свариваемой конструкции. Значение тока
указано на правом экране.
2. Настройка затухания дуги (downslope):
Отрегулировать время затухания дуги с помощью левого колесика
. Световой указатель показывает положение настройки, правый экран
с точностью показывает продолжительность затухания дуги, выраженную в
секундах.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Зоны серого цвета не применяются в данном режиме.
51
EXAGON 400 CC/CV
RU
ПОДЖИГ :
Поджиг типа LIFT: с помощью горелки, коснитесь электродом свариваемой детали, а затем медленно поднимите его и тогда сформируется
дуга.
ПРЕКРАЩЕНИЕ СВАРКИ / НАЧАЛО ЗАТУХАНИЯ ДУГИ:
Чтобы остановить сварку нужно слегка вытянуть дугу. Ток дуги начнет постепенно снижаться (затухание).
ПОМОЩЬ В НАСТРОЙКЕ И ВЫБОР РАСХОДНИКОВ
DC
Ток (A)Электрод (мм)Сопло (мм)
Расход газа Аргона
(л/мин)
0.3 - 3 mm5 - 7516.56 - 7
2.4 - 6 mm60 - 1501.686 - 7
4 - 8 mm100 - 20029.57 - 8
6.8 - 8.8 mm170 - 2202.4118 - 9
9 - 12 mm255 - 3003.212.59 - 10
ЗАТАЧИВАНИЕ ЭЛЕКТРОДА
d
L
L = 3 х d для слабого тока.
L = d для высокого тока.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА MIG / MAG С ЦЕХОВЫМ ПОДАЮЩИМ УСТРОЙСТВОМ (EXAFEED
)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Подключите зажим массы к положительному коннектору (+) или отрицательному (-) в соответствии с используемой проволокой (как
правило к -),
• Присоедините соединительный шланг к оставшемуся коннектору для подачи мощности,
• Подключите коннектор управления соединительным шлангом к гнезду на 10 штырей расположенному между двумя коннекторами мощности
(FIG-1, n°5),
• Следующие этапы подключения вы найдете в инструкции подающего устройства.
ВЫБОР РЕЖИМА И НАСТРОЙКА
Нажмите несколько раз на кнопку пока светодиод не загорится под
символом .
Оба экрана показывают - - - и кнопки настройки дезактивированы, т.к.
управление аппаратом переключено на подающее устройство (для
настройки см соответствующий раздел в инструкции к подающему
устройству).
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Зоны серого цвета не применяются в данном режиме.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА MIG / MAG С ПОДАЮЩИМ УСТРОЙСТВОМ ОПРЕДЕЛЯЮЩИМ НАПРЯЖЕНИЕ
( )
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Подключите зажим массы к положительному коннектору (+) или отрицательному (-) в соответствии с используемой проволокой (как
правило к -),
• Подключите подающее устройство к к оставшемуся коннектору соединения с помощью кабеля «папа» - «мама» (NOMAD CABLE),
• Следующие этапы подключения вы найдете в инструкции подающего устройства, т.к. они зависят от типа этого устройства.
ВЫБОР РЕЖИМА И НАСТРОЙКА
Нажмите несколько раз на кнопку пока светодиод не загорится под
символом .
1. Настройка сварочного напряжения:
Отрегулируйте сварочное напряжение с помощью основного колесика
соответственно выполняемым сварочным работам. Значение
напряжения указано на левом экране.
2. Настройка индуктивности:
Настроить уровень индуктивности с помощью вторичного колесика
, световой указатель отметит относительную величину от -9 до +9. Чем
меньше уровень индуктивности, тем больше дуга будет неэластичной и
направленной. Чем выше уровень индуктивности, тем мягче будет дуга и
тем меньше будет брызг.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Зоны серого цвета не применяются в данном режиме.
52
EXAGON 400 CC/CV
RU
ВОЗДУШНО-ДУГОВАЯ СТРОЖКА
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Подключите зажим массы к отрицательному коннектору (-),
• Подсоедините горелку для строжки к положительному коннектору (+),
• Направьте челюсти зажима соответственно рабочему положению, убедитесь в том, что сжатый воздух выходит в сторону дуги, а не в
противоположном направлении.
• Установите угольный электрод,
• Подключите сжатый воздух к горелке для строжки,
Поджиг легко сделать: достаточно прикоснуться к свариваемой детали и продвигаться толкая электрод в направлении металла который
нужно убрать.
ВЫБОР РЕЖИМА И НАСТРОЙКА
Нажмите несколько раз на кнопку пока светодиод не загорится под
символом .
Отрегулируйте напряжение дуги с помощью основного колесика ,
значение напряжения указано на левом экране.
• от 36В до 45В для электрода 6.35 мм.
• от 39В до 45В для электрода 8 мм.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Зоны серого цвета не применяются в данном режиме.
ВЫВОД ЗНАЧЕНИЙ ТОКА / НАПРЯЖЕНИЯ ВО ВРЕМЯ СВАРКИ
Во время сварки аппарат замеряет и показывает текущие значения сварочного тока и напряжения. По окончанию сварку средние значения
сварочного тока и напряжения мигают на экране в течении 30 секунд, но, как только будут использованы кнопки-переключатели на панели
управления экран покажет настраиваемый сварочный параметр.
СОХРАНЕНИЕ И ВЫЗОВ ИЗ ПАМЯТИ НАСТРОЕК СВАРОЧНЫХ ПАРАМЕТРОВ
Во время использования параметры автоматически сохраняются и восстанавливаются при следующем включении.
Кроме того, в дополнение к текущим параметрам, можно сохранить и восстановить конфигурации.
Количество запоминаемых настроек - 50 в каждом режиме.
Сохраняются следующие данные:
- Основной параметр
- Вторичный параметр (MMA, CV)
- Вторичные параметры (MMA)
Сохранить конфигурацию:
- Удерживать кнопки и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Поверните один из двух переключателей для вывода на экран . Подтвердите нажатием на кнопку.
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Поверните переключатель чтобы выбрать номер под которым конфигурация параметров будет сохранена. Подтвердите нажатием на кнопку
.
- Запоминание выполнено / выход из меню автоматический.
Вызвать существующую конфигурацию:
- Удерживать кнопки и в течении 3 секунд. когда появится на экране, отпустите кнопки.
- Повернуть одно из двух колесиков чтобы на экране появился . Подтвердите нажатием на кнопку.
- Экран покажет номер сохраненной настройки (от 01 до 50) миганием.
- Повернуть одно из двух колесиков чтобы номер под которым конфигурация параметров будет сохранена. Подтвердите нажатием на кнопку .
Вызов выполнен / выход из меню автоматический.
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
Дистанционное управление работает во всех режимах (за исключением полу-автоматического режима с цеховым подающим устройством т.к.
в этом случае панель управления находится на подающем устройстве).
Дистанционное управление регулирует основной сварочный параметр соответственно текущему режиму (интенсивности при MMA и TIG,
напряжение при CV и строжке).
53
EXAGON 400 CC/CV
RU
Подключение:
1- Подсоедините дистанционное управление к передней панели аппарата.
2- Интерфейс определяет присутствие дистанционного управления и открывает окошко выбора, доступного с помощью поворотной
кнопки:
Выбор педали.
Выбор вынесенного управления, типа потенциометра.
Выбор типа дистанционного управления производится с помощью одной из поворотных кнопок, подтверждение с помощью кнопки
.
Светодиод (FIG-2, n°14) загорится.
Функцию дистанционного управления можно активировать / дезактивировать без физического отсоединения от аппарата. Достаточно
нажать 3 сек на кнопку , светодиод (FIG-2, n°14) отобразит состояние дистанционного управления (включенный светодиод =
активированное дистанционного управления).
Функционирование :
• Ручное дистанционное управление (опция арт. 045675).
Ручное дистанционное управление позволяет изменять:
- ток от 50% до 100% относительно интенсивности настроенной предварительно с помощью основной поворотной кнопки. Значение тока
на экране соответствует положению движка потенциометра. Значение тока на экране переходит на 100% настроенного если на передней
панели источника повернуть основную поворотную кнопку.
- от минимума до максимума диапазона напряжения (поворотная кнопка не действительна). Экран напряжения выводит параметры
дистанционного управления.
• Педаль (опция арт. 045682) :
Педаль позволяет изменять:
- в режиме TIG: ток от минимума до 100% интенсивности настроенной с помощью основной поворотной кнопки. Значение тока на экране
соответствует величине при 100%.
Соединения
В дополнения к ручному или ножному дистанционному управлению, вы сможете подключить другие устройства благодаря штепселю
поставляющемуся дополнительно (арт. 045699). Для кабельных соединения, следуйте приведенной ниже схеме (используйте
потенциометр 10kΩ) :
F
A
F
CD
E
G
D
C
B
A
арт. 045699Внешний видЭлектрические схемы в зависимости от дистанционного управления.
ВЕНТИЛЯЦИЯ
Для того, чтобы уменьшить дискомфорт от шума и всасывание пыли, генератор оборудован регулируемой вентиляцией. Скорость вращения
вентиляторов зависит от температуры и степени использования машины.
БЛОКИРОВКА СИСТЕМЫ УПРАВЛЕНИЯ
Эта функция позволяет заблокировать все кнопки панели управления во избежание случайной смены параметров.
Для этого нужно:
Нажмите в течение 3 сек. на кнопку , экран покажет и затем вернется в величине значения тока. Светодиод (FIG-2, n°11)
загорится.
Все кнопки дезактивированы включая вторичную поворотную кнопку. Основная поворотная позволяет изменения относительно инициального
параметра на +/- процент определенный параметром «толерантность» (см раздел «Доступ к меню»).
Для снятия блокировки заново нажмите в течение 3 сек. на кнопку , кран покажет и затем вернется к величине
значения тока. Светодиод (FIG-2, n°11) погаснет.
54
EXAGON 400 CC/CV
RU
ДОСТУП К МЕНЮ
+x 3s
+
1s1s1s
...
...
Rappel des
paramètres et
sortie du menu
Sauvegarde des
paramètres et
sortie du menu
Validation du
paramètre
tolérance et retour
à la racine du menu
Réinitialisation de
tous les paramètres
de tous les
procédés
Existe en MMA et MMA
montant uniquement
Menu configuration du
procédé en cours
Sortie du menu
configuration
Sortie vers IHM
soudage
Relâchement des boutons
Valeur
actuelle
1s1s1s
...
...
...
...
...
Возвратвменю
Setup
Hot Start
Длительность Hot
Start
AntiSticking
Частота
(вертикальная
MMA)
Процентное
соотношение
(вертикальная
MMA)
Подтверждение
текущего
параметра
Перезагрузка
текущего
параметра
Текущее
значение
Текущее
значение
Текущее
значение
Текущее
значение
Текущее
значение
55
EXAGON 400 CC/CV
RU
СООБЩЕНИЯ ОБ ОШИБКЕ, НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
Данное оборудование имеет систему проверки неисправностей. При обнаружении неисправности, сообщение об ошибке появится на экране.
Код ошибкиЗначениеПРИЧИНЫУСТРАНЕНИЕ
Тепловая защита.
Превышение продолжительности
включения.
Температура окружающей среды
превышает 40°C.
Воздухозаборники засорены.
Ждать, пока светодиод не погаснет прежде чем
возобновить сварку.
Соблюдайте рабочий цикл и обеспечивайте
хорошую вентиляцию.
Использование фильтра для пыли (опция)
снижает рабочий цикл.
+
Ошибка напряжения в
сети
Напряжение выходит за допустимые
пределы или не хватает фазы.
Проверьте вашу электрическую установку
квалифицированным специалистом. Напряжение
между фазами должно находиться в пределах от
340Veff до 460Veff.
+
Ошибка датчика тока.Датчик тока отключен или неисправен.
Проверить кабельные соединения
квалифицированным специалистом.
+
Ошибка управления реле
мощности.
Реле мощности не смогло закрыться.
Проверить кабельные соединения управления
реле квалифицированным специалистом.
+
до
Отсутствует информация
о температуре.
Датчик температуры отключен.
Проверить кабельные соединения датчиков
квалифицированным специалистом.
+
или
Неисправность
вентилятора.
Один из вентиляторов не вращается с
нужной скоростью.
Проверить отсутствие посторонних тех,
замедляющих вентилятор, проверить проводку,
заменить вентилятор.
Примечание: любые работы по проверке электропроводки и на открытом источнике питания должны быть произведены квалифицированным
специалистом.
56
EXAGON 400 CC/CV
NL
WAARSCHUWING - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het gebruik moeten deze instructies gelezen en begrepen worden.
Voer geen wijzigingen of onderhoud aan het apparaat uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald worden op de fabrikant
van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een gekwaliceerd persoon om het apparaat correct te gebruiken.
OMGEVING
Dit apparaat mag enkel gebruikt worden om te lassen en te gutsen, en uitsluitend volgens de in de handleiding en/of op het typeplaatje vermelde
instructies. De veiligheidsvoorschriften moeten gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de fabrikant niet aansprakelijk
worden gesteld.
De installatie mag alleen worden gebruikt en bewaard in een stof- en zuurvrije ruimte, en in afwezigheid van ontvlambaar gas of andere corrosieve
substanties. Zorg voor voldoende luchtstroom tijdens gebruik.
Gebruikstemperatuur :
Gebruik tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -25 en +55°C (-13 en +131°F).
Luchtvochtigheid :
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte ;
Tot 2000 m boven de zeespiegel (6500 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Bij het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische velden
(waarschuwing voor dragers van een pacemaker), aan elektrocutie gevaar, en aan lawaai en uitstoting van gassen.
Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en
in goede staat, die het gehele lichaam bedekt.
Draag handschoenen die elektrische en thermische isolatie garanderen.
Soms is het nodig om het lasgebied met brandwerende gordijnen af schermen tegen stralingen, projectie en wegspattende
gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om aangepaste kleding te
dragen die voldoende bescherming biedt.
Het is noodzakelijk om een lashelm type «bivakmuts» te dragen, NR10 of meer, en om de ogen te beschermen tijdens
schoonmaakwerkzaamheden.
Contactlenzen zijn speciek verboden.
Gebruik een bescherming tegen lawaai als het lasproces een hoger geluidsniveau bereikt dan de toegestane norm. Dezelfde regels
gelden voor elk persoon die zich in de laszone bevindt.
Houd uw handen, haar en kleding op afstand van de bewegende delen (ventilator).
Verwijder nooit de behuizing van het koelelement :dit onderdeel staat onder spanning, de fabrikant kan niet verantwoordelijk
worden gehouden in geval van een ongeluk.
De elementen die net gelast zijn zijn heet en kunnen brandwonden veroorzaken bij het aanraken. Zorg ervoor, tijdens
onderhoudswerkzaamheden aan de toorts, dat deze voldoende afgekoeld is en wacht minstens 10 minuten alvorens met de
werkzaamheden te beginnen. De koelgroep moet aan staan tijdens het gebruik van een watergekoelde toorts, om te voorkomen
dat de vloeistof brandwonden veroorzaakt.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen te beschermen.
LASDAMPEN EN GAS
Dampen, gassen en stof uitgestoten bij het lassen zijn gevaarlijk voor de gezondheid. Zorg voor goede ventilatie en verse lucht
tijdens het lassen. Een lashelm met frisse luchtaanvoer kan een oplossing zijn als er onvoldoende ventilatie is. Controleer of de
zuigkracht efciënt is, en verieer of deze aan de gerelateerde veiligheidsnormen voldoet.
Waarschuwing: het lassen in kleine omgevingen vraagt om een veiliheidscontrole op afstand te houden. Bovendien kan het lassen van materialen die
bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van de
laswerkzaamheden.
De gasessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder
of op een trolley. Het lassen in de buurt van vet of verf is verboden.
57
EXAGON 400 CC/CV
NL
BRAND- EN EXPLOSIEGEVAAR
Bescherm volledig het lasgebied, brandbare stoffen moeten minimaal op 11 meter afstand geplaatst worden.
Een brandblus installatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren.
Deze kunnen brand of explosies veroorzaken.
Houd personen, ontvlambare objecten en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen moet worden vermeden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar product
(olie, brandstof, gas residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar de elektrische aansluiting, of in de richting van brandbare materialen.
GASFLESSEN
Het gas dat uit de gasessen komt kan, in geval van te hoge concentratie in de lasruimte, verstikking veroorzaken (goed
ventileren).
Vervoer moet veilig worden gedaan: de essen goed dicht en het lasapparaat uitgeschakeld. Deze moeten verticaal bewaard
worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze omvallen.
Sluit de es na ieder gebruik. Let op temperatuurveranderingen en blootstelling aan zonlicht.
De es mag niet in contact komen met een vlam, een elektrische boog, een toorts, een aardingsklem of een andere warmtebron of gloeiend voorwerp.
Uit de buurt houden van elektrische leidingen en lasinstallaties, en nooit een es onder druk lassen.
Wees voorzichtig bij het openen van het ventiel van de es, houd uw hoofd ver verwijderd van het ventiel en controleer of het gas geschikt is om
mee te lassen.
ELEKTRISCHE VEILIGHEID
Het elektrische netwerk dat gebruikt wordt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering.
Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektroden...) die onder spanning staan wanneer de
machine aanstaat. Deze delen zijn aangesloten op het lascircuit.
Voor het openen van het apparaat, koppel deze los van het stroomnetwerk en wacht 2 minuten zodat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massaklem aan.
Zorg ervoor, als de kabels of toortsen beschadigd zijn, dat ze vervangen worden door gekwaliceerde personen.
Gebruik alleen kabels (verlengsnoeren en laskabels) met de geschikte doorsnede.
Gebruik altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend schoeisel, waar u ook werkt.
EMC CLASSIFICATIE VAN HET MATERIAAL
Dit Klasse A materiaal is niet geschikt voor gebruik in woonwijken, waar de stroom wordt voorzien door een openbare
laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze werkomgevingen,
vanwege storingen of radiofrequente straling.
Deze apparaten zijn niet conform aan de CEI 61000-3-12 norm. Als het apparaat aangesloten wordt op een openbaar
laagspanningsnetwerk is het de verantwoordelijkheid van de installateur of de gebruiker van het apparaat om de stroomleverancier
te contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk op het netwerk aangesloten kan worden.
ELEKTROMAGNETISCHE EMISSIES
Elektrische stroom die door een geleider gaat veroorzaakt elektrische en magnetische velden. Lassers zouden de volgende
adviezen op moeten volgen om de blootstelling aan elektro-magnetische straling van het lascircuit tot een minimum te beperken:
- Groepeer de elektrode kabels en de kabels van de massa klem. Zo mogelijk met tape vastbinden.
- Wikkel nooit de elektrodekabel, de toorts of de massaklem rond het lichaam.
- Niet tussen de kabels gaan staan. Als de elektrodekabel of de toorts zich rechts bevinden moet ook de retourkabel zich aan de rechterkant bevinden.
- Sluit de massakabel op een voorwerp aan dat zich zo dicht mogelijk bij de laszone bevindt.
- Niet vlakbij de de voedingsbron werken.
Personen met een pacemaker moeten een arts raadplegen voor gebruik van de voeding van het lasapparaat.
De blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet
bekend zijn.
58
EXAGON 400 CC/CV
NL
AANBEVELINGEN OM DE LASWERKPLEK EN DE INSTALLATIE TE EVALUEREN
Algemene aanbevelingen
De gebruiker is verantwoordelijk voor het installeren en het gebruik van het booglasmateriaal volgens de instructies van de fabrikant. Als
elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van het booglasmateriaal om het probleem
op te lossen, met hulp van de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige aarding van het
lascircuit. In andere gevallen kan het nodig zijn om met behulp van lters een elektromagnetisch schild rondom de stroomvoorziening en om het
vertrek te creëren. In ieder geval moeten de storingen door elektromagnetische stralingen beperkt worden tot een aanvaardbaar niveau.
Evaluatie van de lasruimte
Voor het installeren van de lasstroomvoorziening, moet de gebruiker de mogelijke elektromagnetische problemen, die zich in de ruimte voor zouden
kunnen doen, evalueren. Er moet in het bijzonder rekening gehouden worden met de volgende aanwijzingen :
a. Andere bekabeling, controle-bekabeling, telefoon- en communicatiekabels : boven, onder en naast de stroomaansluiting van het lasapparaat.
b. Ontvangers en zenders radio en televisie,
c. Computers en andere controle apparatuur,
d. Essentiële veiligheidsapparatuur zoals controles op de veiligheid van industriële apparatuur,
e. De gezondheid van personen in de buurt van de voedingsbron van de lasapparatuur, bijvoorbeeld personen met een pacemaker, een gehoorapparaat
enz. ....,
f. Ijk- en meetapparatuur,
g. De immuniteit van andere machines die in dezelfde ruimte als de lasapparatuur gebruikt worden. De gebruiker moet zich ervan verzekeren dat alle
apparatuur in de werkruimte compatibel is. Dit kan betekenen dat andere of meer veiligheidsmaatregelen genomen moeten worden,
h. Het aantal uren per dag dat de lasvoeding moet functioneren,
Het oppervlakte van de benodigde ruimte rondom de lasbron heen zal afhangen van de structuur van het gebouw en van de overige activiteiten die
op en rondom de werkplek plaatsvinden. De omgeving die in acht genomen moet worden kan groter zijn dan de begrenzing van het bedrijfspand.
Evaluatie van de lasinstallatie
Naast een evaluatie van de laszone kan een evaluatie van de booglasinstallaties elementen aanreiken om storingen vast te stellen en op te lossen.
Bij het evalueren van de emissies moeten de werkelijke resultaten worden bekeken, zoals die zijn gemeten in de reële situatie, zoals gestipuleerd
in Artikel 10 van de CISPR 11:2009. De metingen in de specieke situatie, op een specieke plek, kunnen tevens helpen de efciëntie van de
maatregelen te bevestigen.
AANBEVELINGEN BETREFFENDE METHODES OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN
a. Openbare spanningsnet : het lasmateriaal moet aangesloten worden op het openbare net volgens de aanbevelingen van de fabrikant. Als er
storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het lteren van het openbare stroomnetwerk. Er kan
overwogen worden om de voedingskabel af te schermen in een metalen buis of een equivalent daarvan. Het is wenselijk de elektrische continuïteit
van het omhulsel te verzekeren over de hele lengte. De bescherming moet aangekoppeld worden aan de stroomvoeding, om er zeker van te zijn dat
er een goed elektrisch contact is tussen de geleider en het omhulsel van de lasstroom voeding.
b. Onderhoud van het booglasapparaat : onderhoud het booglasmateriaal regelmatig, en volg daarbij de aanbevelingen van de fabrikant op. Alle
toegangen, service ingangen en kleppen moeten correct vergrendeld zijn wanneer het booglasmateriaal in werking is. Het booglasmateriaal mag op
geen enkele wijze veranderd worden, met uitzondering van veranderingen en afstellingen zoals genoemd in de handleiding van de fabrikant. Let u er
in het bijzonder op dat het vonkenhiaat van de toorts correct afgesteld is en goed onderhouden wordt, volgens de aanbevelingen van de fabrikant.
c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij of, indien mogelijk, op de grond gelegd worden.
d. Aarding : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : de metalen objecten verbonden
aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de gebruiker, wanneer hij tegelijkertijd deze objecten en de elektrode
aanraakt. Het is aan te raden de gebruiker van deze voorwerpen te isoleren.
e. Aarding van het te lassen voorwerp : wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen
en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp
en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen, wanneer daarmee het risico vergroot
wordt op verwondingen van de gebruikers of beschadigingen van het andere elektrische materiaal. Indien nodig, is het wenselijk dat het aarden van
het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is is het aan te raden te aarden
met een daarvoor geschikte condensator, die voldoet aan de reglementen in het betreffende land.
f. Beveiliging en afscherming : Selectieve afscherming en bescherming van andere kabels en materiaal in de omgeving kan problemen verminderen.
De beveiliging van de gehele laszone kan worden overwogen voor speciale toepassingen.
TRANSPORT EN DOORVOER VAN HET APPARAAT
De voeding is uitgerust met twee handvatten waarmee het apparaat door twee personen gedragen kan worden. Let op :
onderschat het gewicht niet.
Gebruik de kabels of de toorts niet om het apparaat te verplaatsen. Het moet in verticale positie verplaatst worden.
30°
Til nooit een gases en het lasapparaat tegelijk. De vervoersnormen zijn verschillend.
Het is beter om de spoel te verwijderen voor het optillen of transporteren van de machine.
Til nooit het apparaat boven personen of dingen.
59
EXAGON 400 CC/CV
NL
INSTALLATIE VAN HET APPARAAT
Respecteer de volgende regels :
• Plaats de voeding op een ondergrond met een helling van minder dan 10° ten opzichte van een horizontale lijn.
• Zorg voor voldoende ruimte om de machine te ventileren en om toegang te hebben tot het controle board.
• Plaats de lasvoeding niet in de stromende regen, en stel hem niet bloot aan zonlicht.
• Niet geschikt voor gebruik als stroomgeleidend metaalstof aanwezig is.
• Het materiaal heeft een beveiligingsgraad IP23, wat betekent dat :
- het beveiligd is tegen toegang in gevaarlijke delen van voorwerpen waarvan de diameter >12.5mm
- het beveiligd is tegen regen regendruppels (60% ten opzichte van een verticale lijn).
Deze apparaten kunnen dus buiten gebruikt worden in overeenstemming met beveiligingsindicatie IP23.
• Gebruik deze apparaten niet bij een temperatuur hoger dan 40°C.
• De voedingskabels, het verlengsnoer en de laskabel moeten geheel ontrold worden om oververhitting te voorkomen.
De fabrikant GYS kan niet verantwoordelijk gesteld worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door
niet correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD/ADVIES
• Het onderhoud kan alleen door gekwaliceerd personeel gedaan worden.
• Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten alvorens
werkzaamheden op het apparaat te verrichten. De spanningen binnenin zijn hoog en gevaarlijk.
• De kap regelmatig afnemen en met een blazer stofvrij maken. Gebruik deze gelegenheid om met behulp van geïsoleerd gereedschap ook de
elektrische verbindingen te laten controleren door gekwaliceerd personeel.
• Controleer regelmatig de voedingskabel. Als de voedingskabel beschadigd is, moet deze door de fabrikant, zijn reparatie dienst of een gekwaliceerde
technicus worden vervangen, om ieder gevaar te vermijden.
• Laat de ventilatieopening vrij zodat de lucht gemakkelijk kan circuleren.
• Niet geschikt voor het ontdooien van leidingen.
INSTALLEREN - GEBRUIK VAN HET PRODUCT
Alleen ervaren en door de fabrikant gekwaliceerd personeel kan de installatie uitvoeren. Verzeker u ervan dat de generator tijdens de installatie niet
aan het netwerk aangesloten is.
OMSCHRIJVING MATERIAAL (FIG-1)
De Exagon 400 CC-CV is een driefasen lasbron van het type Inverter waarmee men, afhankelijk van de uitrusting, kan :
- Lassen met beklede elektrode (MMA)
- Semi-automatisch lassen (MIG/MAG/gevulde draad)
- Lassen met wolfraam elektrode met inert gas (TIG)
- Gutsen met booglastechniek, met koolstof elektrode
Bij de TIG procedure is een gasbescherming (Argon) nodig.
Met de MMA procedure kan ieder type elektrode gelast worden : rutiel, basisch, cellulose, rvs en gietijzer.
De Exagon 400-CC-CV kan worden uitgerust met een afstandsbediening (handmatig of met een pedaal).
1-Interface human machine5-Aansluiting besturing draadaanvoersysteem
2-Positieve polariteit aansluiting6-Handvatten voor transport en hijsogen
- de stroom bijstellen : variatie van 50% tot 100% ten opzichte van de vooraf ingestelde waarde, met behulp van de hoofddraaiknop. De aangege-
ven aanbevolen stroom komt overeen met de positie van de cursor van de potentiometer. De aangegeven aanbevolen stroom gaat naar 100% van
de afstelling wanneer de hoofddraaiknop op het toetsenbord van de generator is gedraaid.
- van minimum naar maximum van het spanningsbereik (de hoofddraaiknop heeft dan geen effect meer). De spanningsdisplay geeft de variatie van
de afstandsbediening aan.
• Pedaal (optioneel, art. code 045682) :
Met de pedaal kan :
- in de TIG modus de stroom van het minimum naar 100% van de vooraf ingestelde intensiteit verhoogd worden met behulp van de hoofd-
draaiknop. De aanbevolen stroom aangegeven op het display komt overeen met de waarde van 100%.
Aansluitingen
Naast de handmatige afstandsbediening en de pedaal is het ook mogelijk uw eigen verbindingen aan te sluiten met behulp van een stekker (optio-
neel, art. code 045699). Voor de bekabeling, zie schema hieronder (gebruik een potentiometer van 10 kΩ) :
F
A
F
CD
E
G
D
C
B
A
ref. 045699BuitenaanzichtElektrische schema’s overeenkomstig de afstandsbediening.
VENTILATIE
Om geluidshinder en het opzuigen van stof te verminderen heeft de generator een ingebouwd ventilatiesysteem. De rotatiesnelheid van de ventilator
wordt bepaald door de temperatuur en de gebruiksduur van het apparaat.
VERGRENDELING VAN DE BEDIENING
Met deze functie kunnen de (draai)knoppen van het bedieningspaneel vergrendeld worden, ter voorkoming van een accidentele handeling.
Werkwijze :
Druk gedurende 3 seconden op de knop , het display geeft aan en schakelt terug naar het gebruikelijke scherm. Het LEDlampje (FIG-2,
n°11) gaat aan.
Geen enkele knop is geactiveerd, de secondaire draaiknop is inactief, met de hoofddraaiknop kan een afwijking ten opzichte van de vooraf ingestelde
waarde +/- een percentage bereikt worden, gedenieerd met de instelling «tolerantie» (zie hoofdstuk «Toegang tot de menus»).
Om de bediening te ontgrendelen, druk opnieuw 3 seconden lang op de knop , het display toont en schakelt terug naar het
gebruikelijke scherm. De LED (FIG-2, n°11) gaat uit.
65
EXAGON 400 CC/CV
NL
TOEGANG TOT DE MENU’S
+x 3s
+
1s1s1s
...
...
Oproepen van de
instellingen en
menu verlaten
Opslaan van de
instellingen en
menu verlaten
Bevestigen van
tolerantie-instelling
en terug naar
hoofdmenu
Resetten van alle
instellingen van alle
procedures
Bestaat in MMA en uitsluitend
MMA verticaal.
Menu instellingen van
de in gebruik zijnde
procedure.
Verlaten instellin-
gen-menu.
Uitgang voor IHM
lassen
Loslaten van de knoppen
Huidige
waarde
1s1s1s
...
...
...
...
...
Terug naar menu
Setup
Hot Start
Hot Start
time
AntiSticking
Frequentie
(MMA verticaal)
Percentage
(MMA verticaal)
Bevestiging
van de actuele
instellingen
Resetten van de
actuele instellingen
Huidige
waarde
Huidige
waarde
Huidige
waarde
Huidige
waarde
Huidige
waarde
66
EXAGON 400 CC/CV
NL
FOUTMELDINGEN, AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
Dit materiaal beschikt over een controle systeem. In geval van storing kan een foutmelding gegeven worden.
Error codeBetekenisOORZAKENOPLOSSINGEN
Thermische beveiliging.
"Overschrijding inschakelduur.
Omgevingstemperatuur hoger dan 40°C.
Luchtinlaatopeningen verstopt."
"Wacht tot het waarschuwingslampje uit is alvorens
de laswerkzaamheden te hervatten.
Respecteer de inschakelduur en zorg voor goede
ventilatie.
Het gebruik van het optionele anti-stoflter reduceert
de inschakelduur."
+
Storing elektriciteitssector.
Spanning op de sector buiten de tolerantie-
grenzen, of een ontbrekende fase.
Laat uw elektrische installatie controleren door een
gekwaliceerde persoon. De spanning tussen de
fasen moet liggen tussen 340Veff en 460Veff.
+
Storing stroomsensor.Stroomsensor afgekoppeld of defect.
Laat de bekabeling controleren door een gekwali-
ceerde persoon.
+
Storing bediening ver-
mogensrelais.
Het vermogensrelais is niet goed afgesloten.
Laat de bekabeling van de besturing controleren door
een gekwaliceerde persoon.
+
tot
Afwezigheid informatie
temperatuur.
Een temperatuursensor afgekoppeld.
Laat de bekabeling van de sensoren controleren door
een gekwaliceerde persoon.
+
of
Storing ventilator.
Eén van de ventilatoren draait niet op de
juiste snelheid.
Controleer de eventuele aanwezigheid van vreemde
voorwerpen die de ventilator kunnen hinderen,
controleer de bekabeling, vervang de ventilator.
Waarschuwing : iedere interventie waarbij de behuizing geopend moet worden en iedere controle van het elektrisch systeem moet door een gekwa-
liceerd technicus uitgevoerd worden.
67
EXAGON 400 CC/CV
IT
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e comprese bene prima dell’uso.
Ogni modica o manutenzione non indicata nel manuale non deve essere effettuata.
Qualsiasi danno sico o materiale dovuto ad un uso non conforme alle istruzioni di questo manuale non potrà essere ritenuto a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’installazione.
AMBIENTE
Cette machine doit être utilisée uniquement pour faire des opérations de soudage et gougeage dans les limites indiquées par la plaque signalétique
et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu
responsable.
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura e scriccatura nei limiti indicati sulla targhetta indicativa e/o
sul manuale. Devono essere rispettate le istruzioni relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere
ritenuto responsabile.
Il dispositivo deve essere usato in un locale senza polvere, né acido, né gas inammabili o altre sostanze corrosive, e lo stesso vale per il suo
stoccaggio. Assicurarsi della circolazione dell’aria durante l’utilizzo.
Intervallo di temperatura :
Uso tra -10 e +40°C (+14 e +104°F).
Stoccaggio tra -25 e +55°C (-13 e 131°F).
Umidità dell’aria :
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 2000 m al di sopra del livello del mare (6500 piedi).
PROTEZIONI INDIVIDUALI E DEI TERZI
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell’arco, di campi elettromagnetici (attenzione ai portatori
di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolti, isolati, secchi, ignifugati e in buono stato, che coprono l’insieme
del corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufciente (variabile a seconda delle
applicazioni). Proteggete i vostri occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell’arco, dalle
proiezioni e dalle scorie incandescenti.
Informate le persone nella zona di saldatura di non ssare i raggi dell’arco né i pezzi in fusione e di indossare vestiti adeguati per
proteggersi.
Mettere delle cufe/casco contro il rumore se la procedura di saldatura arriva ad un livello sonoro superiore al limite autorizzato. Lo
stesso vale per tutti coloro che sono presenti nella zona di saldatura.
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vesititi.
Mai sollevare le protezioni carter dall’unità di raffreddamento mentre la fonte di corrente di saldatura è sotto tensione, il fabbricante
non potrà essere ritenuto responsabile in caso di incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Durante l’intervento di manutenzione sulla
torcia, bisogna assicurarsi che quest’ultima sia sufcientemente fredda e aspettare almeno 10 minuti prima di qualunque intervento.
L’unità di raffreddamento deve essere accesa prima dell’uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non
causi ustioni.
È importante rendere sicura la zona di lavoro prima di lasciarla per proteggere persone e oggetti.
FUMI DI SALDATURA E GAS
I fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufciente e a
volte è necessario un apporto d’aria. Una maschera ventilata ad aria fresca potrebbe essere una soluzione in caso di aerazione
insufciente.
Vericare che l’aspirazione sia efcace controllandola in relazione alle norme di sicurezza.
68
EXAGON 400 CC/CV
IT
Attenzione, la saldatura in luoghi di piccole dimensioni necessita di una sorveglianza a distanza di sicurezza. Dal momento che la saldatura di
determinati materiali che contengono piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nociva, sgrassare anche i pezzi prima di
saldarli.
Le bombole devono essere messe in locali aperti e ben aerati. Devono essere in posizione verticale e tenute da un supporto o da un carrello.
La saldatura è proibita in prossimità di grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONI
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attention aux projections de matières chaudes ou d’étincelles même à travers des ssures.
Ils peuvent être source d’incendie ou d’explosion.
Allontanare le persone, gli oggetti inammabili e i container sotto pressione ad una distanza di sicurezza sufciente.
La saldatura in container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corente di saldatura o verso dei materiali inammabili.
BOMBOLE DI GAS
Il gas che esce dalle bombole potrebbe essere fonte di soffocamento in caso di concentrazione nello spazio di saldatura (ventilare
correttamente).
Il trasporto deve essere fatto in sicurezza : bombole chiuse e la fonte di corrente di saldatura spenta. Devono essere messe
verticalmente e tenute da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d’uso. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con amme, arco elettrico, torce, morsetti di massa o ogni altra fonte di calore o d’incandescenza.
Fate in modo di tenerla lontana dai circuiti elettrici e di saldatura e dunque mai saldare una bombola sotto pressione.
Attenzione durante l’apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al
procedimento di saldatura.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella
segnaletica.
Una scarica elettrica potrebbe essere fonte di un incidente grave diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno così come all’esterno della fonte di corrente di saldatura quando questa è alimentata (Torce,
morsetti, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. afnché l’insieme dei condensatori sia scaricato.
Non toccare nello stesso momento la torcia o il portaelettrodo e il morsetto di massa.
Assicuratevi di far cambiare da persone qualicate e abilitate i cavi e le torce se questi ultimi sono danneggiati.
Dimensionare la sezione dei cavi (prolunga e cavi di saldatura) in base all’applicazione.
Usare sempre vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, qualsiasi sia l’ambiente di lavoro.
CLASSIFICA CEM DEL DISPOSITIVO
Questo materiale di Classe A non è progettato per essere utilizzato in un ambiente residenziale dove la corrente elettrica
è fornita da una rete pubblica di alimentazione a bassa tensione. Potrebbero esserci potenziali difcoltà per assicurare la
compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate a frequenza radioelettrica.
Questo dispositivo non è conforme alla CEI 61000-3-12. Se si è connessi ad una rete di alimentazione pubblica a bassa tensione,
è responsabilità dell’installatore o dell’utilizzatore del materiale di assicurarsi, consultando l’operatore della rete di distribuzione,
che il materiale possa essere collegato.
EMISSIONI ELETTROMAGNETICHE
Le correnti elettriche che attraversano un conduttore causano campi elettrici e magnetici (EMF). I saldatori dovranno seguire le
istruzioni seguenti al ne di ridurre al minimo l’esposizione ai campi elettromagnetici del circuito di saldatura.
- Radunare i cavi dell’elettrodo e il morsetto di terra. Fissarli se possibile con del nastro adesivo.
- Non cingere mai il cavo elettrodo, la torcia o il morsetto di terra intorno al corpo.
- Non sostare tra i cavi. Se il cavo dell’elettrodo o la torcia si trovano a destra, il cavo di ritorno deve trovarsi ugualmente a destra.
- Collegare la messa a terra alla parte più vicina della zona di saldatura.
- Non lavorare accanto alla fonte di corrente di saldatura.
69
EXAGON 400 CC/CV
IT
I portatori di pacemaker devono consultare un medico prima di utilizzare la fonte di corrente di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora
conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DELLA SALDATURA
Generalità
L’operatore è responsabile dell’installazione e dell’utilizzo del materiale di saldatura ad arco seguendo le istruzioni del fabbricante. Se vengono
individuate delle perturbazioni elettromagnetiche, dev’essere responsabilità dell’operatore del materiale di saldatura all’arco risolvere la situazione
con l’assistenza tecnica del fabbricante. In certi casi, questa azione correttiva può essere semplice come una messa a terra del circuito di saldatura.
In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e del pezzo completo con
montaggio di ltri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a che esse non siano più fastidiose.
Valutazione della zona di saldatura
Prima di installare la fonte di corrente di saldatura, l’operatore dovrà valutare i potenziali problemi elettromagnetici che potrebbero presentarsi nella
zona dove è prevista l’installazione, in particolare dovrà tenere conto delle seguenti indicazioni:
a. Altri cablaggi, cablaggi di controllo, cavi telefonici e di comunicazione: sopra, sotto e a anco della fonte di corrente di saldatura,
b. Recettori e trasmettitori radio e televisione,
c. Computer e altre attrezzature di controllo,
d. Attrezzature critiche per la sicurezza come i comandi di sicurezza degli apparecchi industriali,
e. La salute delle persone che si trovano in prossimità della fonte di corrente di saldatura, per esempio delle persone che portano un simulatore
cardiaco, un dispositivo uditivo, etc…,
f. Attrezzature usate per calibrare e misurare,
g. L’immunità degli altri dispositivi installati nella zona di utilizzo della fonte di corrente di saldatura. L’utente dovrà assicurarsi che tutti i dispositivi
presenti nel locale siano compatibili fra di loro. Questo potrà richiedere delle precauzioni supplementari,
h. Il periodo della giornata nel corso della quale la fonte di corrente di saldatura dovrà funzionare,
La supercie della zona da prendere in considerazione attorno alla fonte di corrente di saldatura dipenderà dalla struttura degli edici e dalle altre
attività che si svolgono sul luogo. La zona presa in considerazione può estendersi al di fuori dei limiti delle aziende.
Valutazione dell’installazione di saldatura
Oltre alla valutazione della zona, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolvere i casi di perturbazioni.
Conviene che la valutazione delle emissioni includa delle misure sul posto come specicato all’Articolo 10 della CISPR 11:2009. Le misure sul posto
possono anche permettere di confermare l’efcacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete di alimentazione pubblica: è opportuno collegare il dispositivo di saldatura all’arco alla rete di alimentazione pubblica seguendo le
raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come
l’installazione di ltri della rete pubblica di alimentazione [elettrica]. È opportuno prendere in considerazione di armare il cavo di alimentazione
elettrica passandolo in un condotto metallico o equivalente di un dispositivo di saldatura all’arco ssati stabilmente. Conviene anche assicurarsi della
continuità elettrica dell’armatura su tutta la lunghezza. È opportuno collegare l’armatura alla fonte di corrente di saldatura per garantire un buon
contatto elettrico fra il condotto e la copertura della fonte di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura all’arco: È opportuno che il dispositivo di saldatura all’arco sia sottoposto a manutenzione di
routine seguendo le raccomandazioni del fabbricante. È opportuno che tutti gli accessi, porte di servizio e coperture siano chiusi e correttamente
bloccati quando il dispositivo di saldatura ad arco è al lavoro. È opportuno che il dispositivo di saldatura ad arco non sia modicato in alcun modo,
salvo le modiche e le impostazioni menzionate dalle istruzioni del fabbricante. È opportuno, in particolare, che il sistema di innesco e di stabilizzazione
dell’arco siano regolati e manutenzionati seguendo le raccomandazioni del fabbricante.
c. Cavi di saldatura : È opportuno che i cavi siano più corti possibile, posizionati l’uno a anco all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: è oppurtuno considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. È opportuno isolare l’utente da questi oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato al terreno per la sicurezza elettrica, per le sue dimensioni o per
la sua posizione (è il caso, per esempio, degli sca delle navi o delle strutture metalliche delle costruzioni) un collegamento tra il pezzo e il terreno può,
in certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi
di lesioni per l’utente o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente,
ma in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto
in funzione delle regolamentazioni nazionali.
f. Protezione e armatura: La protezione e l’armatura selettive di altri cavi e materiali nella zona circostante possono limitare i problemi di
perturbazione. La protezione di tutta la zona di saldatura può essere considerata per delle applicazioni speciali.
TRASPORTO E TRANSITO DEL DISPOSITIVO
La fonte di corrente di saldatura è dotata di due maniglie superiori che permette il trasporto a mano da due persone. Attenzione
a non sottovalutare il peso.
Non utilizzare cavi o torce per spostare la fonte di corrente di saldatura. Il dispositivo deve essere spostato in posizione verticale.
70
EXAGON 400 CC/CV
IT
30°
Mai sollevare una bombola di gas e il dispositivo allo stesso tempo. Le loro norme di trasporto sono distinte.
È preferibile togliere la bobina prima di ogni sollevamento o trasporto della fonte di corrente di saldatura.
Non far passare il dispositivo sopra a persone o oggetti.
INSTALLAZIONE DEL DISPOSITIVO
Regole da rispettare :
• Mettere la fonte di corrente di saldatura su un suolo di inclinazione massima di 10° rispetto all’orizzontale.
• Prevedere una zona sufciente per aerare la fonte di corrente di saldatura e accedere ai comandi .
• La fonte di corrente di saldatura deve essere protetta dalla pioggia battente e non deve essere esposta ai raggi del sole.
• Non usare in un ambiente con polveri metalliche conduttive.
• Il dispositivo è di grado di protezione IP23, il che signica :
- una protezione contro l’accesso alle aree pericolose di corpi solidi di Ø >12.5mm e,
- una protezione contro la pioggia inclinata del 60% rispetto alla verticale.
Questo dispositivo può quindi essere utilizzato secondo l’indice di protezione IP23.
• Non utilizzare il dispositivo a temperature > 40°C.
• I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati al ne di evitare qualsiasi surriscaldamento.
Il fabbricante JBDC non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso non corretto
e pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI
• La manutenzione deve essere fatta solo ed esclusivamente da una persona qualicata.
• Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sulla fonte di corrente di saldatura.
All’interno, le tensioni e le intensità sono elevate e pericolose.
• Sollevare il coperchio e spolverare con una pistola ad aria, periodicamente. Cogliere l’occasione per far vericare da personale qualicato lo stato
delle connessioni elettriche con un utensile isolato.
• Vericare periodicamente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal
suo servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
• Lasciare le aperture laterali della fonte di corrente di saldatura libere per l’entrata e l’uscita di aria.
• Non usare il dispositivo per scongelare le tubature.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo il personale esperto e abilitato dal fabbricante può effettuare l’installazione. Durante l’installazione, assicurarsi che il generatore sia scollegato
dalla rete.
DESCRIZIONE DEL DISPOSITIVO (FIG-1)
L’Exagon 400 CC-CV è una fonte di saldatura inverter trifase che in funzione della sua apparecchiatura permette :
- La saldatura ad elettrodo rivestito (MMA)
- La saldatura semi-automatica (MIG/MAG/lo pieno)
- La saldatura ad elettrodo tungsteno sotto gas inerte (TIG)
- La scriccatura all’arco con elettrodo in carbonio
Il processo TIG richiede una protezione gas (Argon).
Il processo MMA permette di saldare tutti i tipi di elettrodo : rutile, basico, cellulosico, inox e ghisa.
L’Exagon 400 CC-CV può essere dotato di un comando a distanza manuale o a pedale.
1-Interfaccia uomo macchina5-Connessione di controllo del trainalo
2-Connettore di polarità Positiva6-Maniglie di trasporto e golfari di sollevamento
3-Connettore di Polarità Negativa7-Commutatore avvio / arresto
4-Connessione del comando a distanza8-Cavo di alimentazione
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1-Visualizzazione della tensione13-Tasto di attivazione del comando a distanza
2-Indicatore di funzionamento del dispositivo riduttore dei rischi (VRD)14-Indicatore dell'attività del comando a distanza
3-Visualizzazione della corrente15-Indicatore elettrodo Basico
4-Indicatore di surrirscaldamento16-Indicatore elettrodo Rutile
5-Indicatore di disturbo del funzionamento normale17-Indicatore elettrodo Cellulosico
6-Rotella di regolazione del parametro principale18-Indicatore della modalità elettrodo rivestito MMA
71
EXAGON 400 CC/CV
IT
7-Indicatore del parametro Arc-force19-
Indicatore della modalità elettrodo rivestito MMA con pul-
sazione
8-Indicatore del parametro induttanza variabile20-Indicatore della modalità tensione (CV)
9-Cursori luminosi21-Indicatore della modalità semi-automatica
10-Rotella di regolazione del parametro secondario22-Indicatore della modalità elettrodo refrattario TIG
11-Indicatore di sblocco della tastiera23-Indicatore della modalità scriccatura
12-Tasto di blocco della tastiera24-Tasto di selezione della modalità
ALIMENTAZIONE - ACCENSIONE
• Il dispositivo è fornito con una presa trifase 5 poli (3P+N+PE) di tipo EN 60309-1.
L’Exagon 400 CC/CV si alimenta con un’installazione elettrica da 400V (50 - 60 Hz) trifase CON messa a terra. Questo dispositivo deve essere utilizzato
esclusivamente su un sistema di alimentazione trifase a quattro li con il neutro collegato a terra.
La corrente assorbita effettiva (I1eff) è indicata sulla fonte di corrente di saldatura - condizioni d’utilizzo ottimali -. Vericare che l’alimentazione e le
sue protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria per l’uso. In certi paesi, potrebbe essere necessario cambiare la
presa per permettere l’uso del dispositivo in condizioni ottimali. L’utente deve assicurarsi dell’accessibilità della presa.
• Il dispositivo è progettato per funzionare con una tensione elettrica di 400V +/- 15%. La fonte di corrente di saldatura si mette in protezione se la
tensione di alimentazione è inferiore a 340Veff o superiore a 460Veff (un codice predenito apparirà sullo schermo della tastiera).
• L’avvio si effettua mediante rotazione del commutatore avvio / arresto (7) sulla posizione I, al contrario l’arresto si effettua mediante rotazione sulla
posizione O. Attenzione ! Mai interrompere l’alimentazione quando il dispositivo è in carica.
COLLEGAMENTO AL GENERATORE
Questo dispositivo può funzionare con dei moto generatori a condizione che la potenza ausiliaria risponda alle esigenze seguenti:
- La tensione deve essere alternata, regolata come specicato da 400V +/- 15%, e di tensione di picco inferiore a 700V,
- La frequenza deve essere compresa tra 50 e 60 Hz.
È obbligatorio vericare queste condizioni, perché molti dei generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Qualsiasi prolunga deve avere una lunghezza e una sezione appropriate alla tensione del dispositivo.
Usare una prolunga conforme alle regolamentazioni nazionali.
Tensione d’entrataSezione della prolunga (<45m)
400V2.5 mm²
SALDATURA AD ELETTRODO RIVESTITO (MMA E MMA MONTANTE )
COLLEGAMENTO E CONSIGLI
• Collegare i cavi, portaelettrodo e morsetto di massa ai connettori di raccordo,
• Rispettare le polarità e le intensità di saldatura indicate sulle scatole dell’elettrodo,
• Sollevare l’elettrodo dal portaelettrodo quando il dispositivo non viene utilizzato.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA
Le zone in grigio scuro non sono utili in questa modalità.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
MMA MONTANTE
Le zone in grigio scuro non sono utili in questa modalità.
SELEZIONE DELLA MODALITÀ
Premere più volte il tasto no a che il LED non si accende sul simbolo o .
La modalità MMA montante aggiunge una pulsazione di corrente che facilita la saldatura verticale montante.
PARAMETRI PRINCIPALI
1. Selezione del tipo di rivestimento :
Selezionare il tipo di rivestimento dell’elettrodo mantenendo premuto il tasto per più di 3 secondi no a che il LED non si accende sotto il tipo di
elettrodo desiderato.
2. Regolazione dell’intensità di saldatura :
Regolare la tensione di saldatura usando la rotella principale in funzione del diametro dell’elettrodo e del tipo di assemblaggio da realizzare. Il
valore della corrente è indicato sullo schermo di destra.
72
EXAGON 400 CC/CV
IT
3. Regolare il livello di arcforce :
Regolare il livello di arcforce usando la rotella di destra , un simbolo luminoso indica un valore relativo che va da -9 a +9. Più il livello di arcforce
è basso e più l’arco sarà dolce, al contrario più il livello di arcforce è elevato e più la sovracorrente in saldatura sarà elevata. Il valore preimpostato è 0.
PARAMETRI DI SALDATURA
REGOLAZIONE DELL’INTENSITÀ DI SALDATURA
Le regolazioni che seguono corrispondono all’intervallo di intensità utilizzabile in funzione del tipo e del diametro dell’elettrodo. Questi intervalli sono
abbastanza ampi perché dipendono dall’applicazione e dalla posizione della saldatura.
Ø dell’elettrodo (mm)Rutile E6013
(A)
Basico E7018
(A)
Cellulosico E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
REGOLAZIONE DELL’ARCFORCE
Si consiglia di posizionare l’arcforce in posizione mediana (0) per iniziare la saldatura e regolarla in funzione dei risultati e delle preferenze di saldatura
Nota : l’intervallo di regolazione dell’arcforce è specico al tipo di elettrodo scelto.
PARAMETRI AVANZATI
Basatevi sul capitolo «accesso ai menù» per maggiori dettagli riguardanti l’accesso ai parametri avanzati.
Le due modalità MMA e sono provviste dei parametri addizionali seguenti :
: HotStart, livello di sovracorrente all’innesco, espresso in percentuale di corrente di saldatura.
: Hotstart Time, durata della sovracorrente all’innesco espressa in secondi.
: Antisticking, attivo (On), la corrente si annullerà alla ne dei 2 secondi consecutivi al corto-circuito, inattivo (Off), la corrente non si annulla
nemmeno in caso di corto-circuito prolungato.
In modalità MMA montante , due parametri supplementari sono accessibili :
: Frequency, determina il numero di pulsazioni al secondo (Hz).
: Percentuale, determina il livello di bassa corrente espresso in percentuale di corrente di saldatura.
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (TIG )
COLLEGAMENTO E CONSIGLI
La saldatura TIG necessita di una torcia così come di una bombola di gas di protezione dotata di un regolatore.
Collegare il morsetto di massa al connettore di raccordo positivo(+).
Collegare il cavo di potenza della torcia al connettore di racccordo negativo (–).
Collegare il tubo di gas della torcia all’uscita del regolatore.
Assicurarsi che la torcia sia correttamente equipaggiata per l’uso con questa macchina e che i consumabili (pinze di bloccaggio, fascette supporto,
diffusore e ugello) non siano logori.
SELEZIONE DELLA MODALITA’
Premere più volte il pulsante no a che il LED non si accende
sul simbolo .
PARAMETRI DI SALDATURA
1. Regolazione dell’intensità di saldatura :
Regolare la corrente di saldatura usando la rotella principale in fun-
zione dello spessore e del tipo di assemblaggio da realizzare. Il valore della
corrente è indicato sullo schermo di destra.
2. Regolazione dell’evanescenza (downslope) :
Regolare il tempo di evanescenza con l’aiuto della manopola secondaria
. L’indicatore luminoso indica la posizione della regolazione, lo scher-
mo di destra indica con precisione la durata dell’evanescenza espressa in
secondi.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Le zone in grigio scuro non sono utili in questa modalità.
INNESCO :
L’innesco è di tipo LIFT : con l’aiuto della torcia, far toccare l’elettrodo con il pezzo da saldare poi alzare dolcemente l’elettrodo, si forma un arco.
ARRESTO DELLA SALDATURA / RILASCIO DELL’EVANESCENZA :
Per interrompere la saldatura, tirare leggermente l’arco, che diminuirà gradualmente in intensità (evanescenza).
SALDATURA SEMI-AUTOMATICA MIG / MAG CON TRAINAFILO DA OFFICINA APPOSITO (EXAFEED )
COLLEGAMENTO E CONSIGLI
• Collegate il morsetto di massa al connettore di raccordo positivo (+) o negativo (-) in funzione del tipo di lo utilizzato (generalmente sul -),
• Collegate il fascio cavi di collegamento al connettore di raccordo restante in termini di potenza,
• Collegate il connettore di comando del fascio cavi sul contatto da 10 punti situato tra i due connettori di potenza (FIG-1, n°5),
• Basatevi sul manuale d’uso del trainalo per effettuare il resto dei collegamenti.
SELEZIONE DELLA MODALITÀ E REGOLAZIONE
Premere più volte il tasto no a che il LED non si accende sul simbolo .
I due display indicano - - - e le rotelle sono inattive, tutti i comandi sono
riportati sull’interfaccia del trainalo (basatevi sul manuale del trainalo per
effettuare le regolazioni).
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Le zone in grigio scuro non sono utili in questa modalità.
SALDATURA SEMI-AUTOMATICA MIG / MAG CON TRAINAFILO A INDIVIDUAZIONE DI TENSIONE
( )
COLLEGAMENTO E CONSIGLI
• Collegate il morsetto di massa al connettore di raccordo positivo (+) o negativo (-) in funzione del tipo di lo utilizzato (generalmente sul -),
• Collegate il trainalo al connettore di raccordo restante usando un cavo maschio-femmina (CAVO NOMAD),
• Basatevi sul manuale d’uso del trainalo per effettuare il resto dei collegamenti specici al trainalo scelto.
SELEZIONE DELLA MODALITÀ E REGOLAZIONE
Premere più volte il pulsante no a che il LED non si accende sul simbolo
.
1. Regolazione della tensione di saldatura :
Regolare la tensione di saldatura usando la rotella principale in funzione
del lavoro da effettuare. Il valore di tensione impostato è indicato sullo schermo
di sinistra.
2. Regolare l’induttanza :
Regolare il livello di induttanza usando la rotella secondaria , un simbolo
luminoso indica un valore relativo che va da -9 a +9. Più il livello di induttanza
è basso e più l’arco sarà duro e direzionale, più il livello di induttanza è elevato
e più l’arco sarà dolce con poche proiezioni.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Le zone in grigio scuro non sono utili in questa modalità.
SCRICCATURA AD ARCO
COLLEGAMENTO E CONSIGLI
• Collegate il morsetto di massa al connettore di raccordo negativo (-),
• Collegate la torcia di scriccatura al connettore di raccordo positivo (+),
• Orientate la mascella del morsetto in funzione della posizione di lavoro, assicuratevi che l’aria compressa esca in direzione dell’arco e non in senso
opposto.
• Mettete in posizione un elettrodo in carbonio,
• Collegate l’aria compressa alla torcia di scriccatura,
L’innesco è facilitato : basta metterlo in contatto con il pezzo da lavorare, procedere spingendo l’elettrodo verso il metallo da togliere.
74
EXAGON 400 CC/CV
IT
SELEZIONE DELLA MODALITÀ E REGOLAZIONE
Premere più volte il tasto no a che il LED non si accende sul simbolo .
Regolare la tensione dell’arco usando la rotella principale , il valore di
tensione impostato è indicato sullo schermo di sinistra.
• da 36V a 45V per un elettrodo di 6.35 mm.
• da 39V a 45V per un elettrodo di 8 mm.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Le zone in grigio scuro non sono utili in questa modalità.
VISUALIZZAZIONE CORRENTE/TENSIONE DURANTE LA SALDATURA
Durante la saldatura, il generatore misura e mostra i valori istantanei di corrente e di tensione di saldatura. Dopo la saldatura i valori medi di corrente
e tensione sono mostrati lampeggiando per 30 secondi, dopo che l’interfaccia (rotella o tasti) è modicata lo schermo indica il valore di saldatura
impostato.
MEMORIZZAZIONE DELLE CONFIGURAZIONI DI SALDATURA
I parametri in uso sono automaticamente memorizzati e richiamati all’accensione successiva.
Oltre ai parametri in uso è possibile memorizzare e richiamare delle congurazioni.
Le memorie sono 50 per modalità.
La memorizzazione riguarda :
- Il parametro principale
- Il parametro secondario (MMA, CV)
- I parametri secondari (MMA)
Registrare una congurazione :
- Mantenere premuti i tasti e per 3 secondi. appare, rilasciare il tasto.
- Girare una delle due rotelle per visualizzare . Confermare premendo il tasto .
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare la rotella per selezionare la posizione della memoria per la congurazione da memorizzare. Confermare premendo il tasto
.
- La memorizzazione è effettuata / l’uscita dal menù è automatica.
Richiamare una congurazione esistente :
- Mantenere premuti i tasti e per 3 secondi. appare, rilasciare il tasto.
- Girare una delle due rotelle per visualizzare . Confermare premendo il tasto .
- Lampeggiando, lo schermo indica una posizione di memoria (da 01 a 50).
- Girare una delle 2 rotelle per selezionare la posizione della memoria che contiene la congurazione da richiamare. Confermare premendo il tasto .
Il richiamo è effettuato / l’uscita dal menù è automatica.
COMANDO A DISTANZA
COLLEGAMENTO E CONSIGLI
Il comando a distanza funziona in tutte le modalità (tranne in modalità semi-automatica con trainalo da ofcina dove tutti i comandi sono spostati
sul trainalo).
Il comando a distanza agisce sul parametro principale del procedimento in corso (intensità in MMA e TIG, tensione in CV e scriccatura).
Collegamento :
1- Collegare un comando a distanza sulla parte anteriore del dispositivo.
2- L’IHM individua la presenza di un comando a distanza e propone una selezione accessibile alla rotella :
Selezione del pedale.
Selezione di un comando spostato tipo potenziometro.
La selezione del tipo di comando a distanza si effettua usando una delle due rotelle, la validazione si effettua usando il tasto
.
Il LED (FIG-2, n°14) si accende.
Si può attivare / disattivare la funzione del comando a distanza senza aver scollegato sicamente il comando a distanza. Basta premere per 3
secondi il tasto , il LED (FIG-2, n°14) indica allora lo stato del comando a distanza (LED acceso = comando a distanza in funzione).
75
EXAGON 400 CC/CV
IT
Funzionamento :
• Comando a distanza manuale (opzione ref. 045675).
Il comando a distanza manuale permette di far variare :
- la corrente dal 50% al 100% dell’intensità regolata in precedenza usando la rotella principale. Il valore della corrente indicato corrisponde alla
posizione del cursore del potenziometro. Il valore della corrente indicata passa al 100% della regolazione quando la rotella principale è girata sulla
tastiera del generatore.
- dal minimo al massimo dell’intervallo di tensione (la rotella principale non ha più effetto). La visualizzazione di tensione traduce la variazione del
comando a distanza.
• Pedale (opzione ref. 045682) :
Il pedale permette di far variare :
- in TIG la corrente dal minimo al 100% dell’intensità regolata in precedenza usando la rotella principale. Il valore della corrente indicato sullo
schermo corrisponde al valore al 100%.
Connessioni
Oltre al comando a distanza manuale e al pedale, è possibile realizzare le vostre proprie connessioni grazie alla scheda maschio opzionale (ref.
045699). Per il cablaggio, seguire lo schema qui in basso usare un potenziometro da 10 kΩ) :
F
A
F
CD
E
G
D
C
B
A
ref. 045699Vista esternaSchema elettrico in funzione dei comandi a distanza.
VENTILAZIONE
Al ne di diminuire l’inquinamento acustico e l’aspirazione delle polveri, il generatore integra una ventilazione comandata. La velocità di rotazione dei
ventilatori è in funzione della temperatura e del tasso di utilizzo del dispositivo.
BLOCCO DEI COMANDI
Una funzione permette di bloccare i pulsanti della tastiera e le rotelle per evitare un cambio di regolazione accidentale.
Operazione :
Premere per 3 secondi il tasto , lo schermo indica e poi ritorma alla visualizzazione della corrente. Il LED (FIG-2, n°11) si accende.
Nessun tasto è attivo, la rotella secondaria è inattiva, la rotella principale permette una variazione intorno al valore iniziale di +/- una percentuale
denita dal parametro «tolleranza» (vedere il capitolo «Accesso ai menù»).
Per sbloccare i comandi, premere d nuovo per 3 secondi il tasto , lo schermo indica e poi ritorna alla visualizzazione della cor-
rente. Il LED (FIG-2, n°11) si spegne.
76
EXAGON 400 CC/CV
IT
ACCESSO AI MENÙ
+x 3s
+
1s1s1s
...
...
Richiamo dei
parametri e
uscita dal menù
Memorizzazione
dei parametri e
uscita dal menù
Conferma del
parametro
tolleranza e ritorno
all'inizio del menù
Reset di tutti i
parametri di tutti i
processi
Esiste solamente in MMA e
MMA montante
Menù della configura-
zione del procedimen-
to in corso
Uscita dal menù di
configurazione
Uscita verso la
saldatura IHM
Rilascio dei tasti
Valore
attuale
1s1s1s
...
...
...
...
...
Ritorno al menù
Setup
Hot Start
Hot Start tempo
AntiSticking
Frequenza
(MMA ascendente)
Percentuale
(MMA ascendente)
Conferma del
parametro in
uso
Reset del
parametro in corso
Valore
attuale
Valore
attuale
Valore
attuale
Valore
attuale
Valore
attuale
77
EXAGON 400 CC/CV
IT
MESSAGGI D’ERRORE, ANOMALIE, CAUSE, RIMEDI
Questo dispositivo integra un sistema di controllo dei cedimenti. In caso di cedimento, dei messaggi d’errore possono visualizzarsi.
Codice di erroreSignicatoCAUSERIMEDI
Protezione termica.
Sorpasso del ciclo di lavoro.
Temperatura ambiente superiore a 40°C.
Entrate d'aria ostruite.
Attendere l'estinzione della spia per riprendere la
saldatura.
Rispettare il ciclo di lavoro e assicurare una buona
ventilazione.
L’utilizzo del ltro anti-polveri opzionale riduce i cicli
di lavoro.
+
Difetto di tensione.
Tensione senza tolleranza o mancanza di
una fase.
Fate controllare la vostra installazione elettrica da una
persona abilitata. La tensione tra fasi deve essere
compresa tra 340Veff e 460Veff.
+
Difetto del sensore della
corrente.
Il sensore di corrente è scollegato o difet-
toso.
Fate controllare il cablaggio del sensore da un perso-
nale qualicato.
+
Difetto del comando rilascio
di potenza.
Il rilascio di potenza non è stato potuto
essere fermato.
Fate controllare il cablaggio del comando di rilascio
da un personale qualicato.
+
da
Assenza di informazione
della temperatura.
Un sensore della temperatura è scollegato.
Fate controllare il cablaggio dei sensori da un perso-
nale qualicato.
+
o
Difetto su un ventilatore.
Uno dei ventilatori non gira a velocità
adeguata.
Controllare l'assenza di corpi estranei cche possono
frenare il ventilator, controllare il buon cablaggio,
sostituire il ventilatore.
Nota : ogni intervento che necessiti di torgliere il coperchio della fonte di corrente deve essere effettuato da un tecnico qualicato.
78
EXAGON 400 CC/CV
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / RE-
Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh)
58 x 52 x 30 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso32 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arcs’éteint et le témoin s’allume.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
L’appareil, en fonction du mode choisi, décrit une caractéristique soit de type courant constant, soit de type tension constante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator switches on.
Keep the machine’s power supply on to enable cooling until thermal protection cancellation.
The device, depending on the selected mode, describes either an output characteristic of «constant current» type, or an output characteristic of «constant voltage» type .
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das beschriebene Gerät hat eine Ausgangscharakterisitk vom Typ «Konstantspannung».
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
El equipo, en función del modo elegido, posee una característica de salida de tipo corriente constante o tensión constante.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор .
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Аппарат, в зависимости от выбранного режима, имеет характеристику либо «постоянный ток», либо «постоянное напряжение».
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje gaat branden.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat, afhankelijk van de gekozen modus, heeft een eigenschap van constante stroom, of van contante spanning.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina.
Lasciate il dispositivo collegato per permetterne il raffreddamento no all’annullamento della protezione.
Il dispositivo, in base alla modalità scelta, presenta una caratteristica sia di tipo corrente costante che di tipo tensione costante.
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels
locaux.
- Suitable for welding in environment with an increased risk of electric shock. However this a machine should not placed in such an environment.
- Geeignet für Schweißarbeiten in Bereichen mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben
werden.
- Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares.
- Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении.
- Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst.
- È consigliato per la saldatura in un ambiente con grandi rischi di scosse elettriche. La fonte di corrente non deve essere localizzata in tale posto.
IP23
- Protecteur contre l’accès aux parties dangereuses des corps solides de Ø ≥12,5mm et chute d’eau (30% horizontal).
- Protected against the access of dangerous parts from solid bodies of a Ø ≥12,5mm and water (30% horizontal).
- Gegen Eindringen von Körpern mit einem Durchmesser >12,5mm und gegen Sprühwasser geschützt (Einfallwinkel 30% horizontal)
- Protección contra el acceso a las partes peligrosas de objetos sólidos con un diámetro superior o igual a 12.5mm y contra la caída de agua (30% horizontal).
- Защита от попадания в опасные зоны твердых тел Ø ≥12,5мм и капель воды (горизонтальный наклон 30%).
- Beveiligd tegen toegang tot gevaarlijke delen van Ø ≥12,5mm, en tegen regendruppels (30% horizontaal).
- Protegge contro l’accesso alle aree pericolose dei corpi solidi di Ø ≥12,5mm e le cadute d’acqua (30% orizzontale).
- Courant de soudage continu.
- Direct welding current.
- Gleichschweißstrom
- Corriente de soldadura continua.
- Постоянный сварочный ток.
- DC lasstroom
- Corrente di saldatura continua.
U0
- Tension assignée à vide - Off load voltage - Leerlaufspannung - Tensión asignada en vacío - Номинальное напряжение холостого хода - Nullastspanning - Tensione
nominale a vuoto
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer: 10 min - 40°C, richtlinienkonform EN60974-1
- Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C).
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
I2: courant de soudage conventionnnel correspondant.
I2: corresponding conventional welding current
I2: entsprechender Schweißstrom
I2: corriente de soldadura convencional correspondiente.
I2: соответствующий номинальный сварочный ток.
I2 : overeenkomstige conventionele lasstroom
I2: corrente di saldatura convenzionale corrispondente.
- Corrente di alimentazione nominale massima (valore effettivo).
I1eff
- Courant d’alimentation effectif maximal.
- Maximum effective rated power supply current.
- Maximaler tatsächlicher Eingangsstrom.
- Corriente de alimentación eléctrica máxima.
- Максимальная эффективная подача тока.
- Maximale effectieve voedingsstroom
- Corrente di alimentazione effettiva massima.
- Appareil(s) conforme(s) aux directives européennes. La déclaration de conformité est disponible sur notre site internet.
- Machine(s) compliant with European directives The declaration of conformity is available on our website.
- Die Anlage entspricht den folgenden europäischen Bestimmungen: Niederspannungsrichtlinie 2014/35/EU und EMV-2014/30/EU. Dieses Gerät entspricht den harmoni-
sierten Normen EN60974-1, EN60974-10 und EMV-2014/30/EU.
- Aparato conforme a las directivas europeas. La declaración de conformidad está disponible en nuestra página web.
- Аппарат соответствует директивам Евросоюза. Декларация о соответствии есть в наличии на нашем сайте.
- Appara(a)t(en) conform de Europese richtlijnen. Het certicaat van overeenstemming is beschikbaar op onze internet site.
- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.
- Marque de conformité EAC (Communauté économique Eurasienne).
- Marca de conformidad EAC (Comunidad económica euroasiática).
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming.
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Elektroschrott) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll
entsorgt werden.
- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei riuti domestici !
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).
Libble takes abuse of its services very seriously. We're committed to dealing with such abuse according to the laws in your country of residence. When you submit a report, we'll investigate it and take the appropriate action. We'll get back to you only if we require additional details or have more information to share.
Product:
Forumrules
To achieve meaningful questions, we apply the following rules:
First, read the manual;
Check if your question has been asked previously;
Try to ask your question as clearly as possible;
Did you already try to solve the problem? Please mention this;
Is your problem solved by a visitor then let him/her know in this forum;
To give a response to a question or answer, do not use this form but click on the button 'reply to this question';
Your question will be posted here and emailed to our subscribers. Therefore, avoid filling in personal details.
Register
Register getting emails for Gys EXAGON 400 CC-CV at:
new questions and answers
new manuals
You will receive an email to register for one or both of the options.
Get your user manual by e-mail
Enter your email address to receive the manual of Gys EXAGON 400 CC-CV in the language / languages: English, German, Dutch, French, Italian, Spanish as an attachment in your email.
The manual is 4,68 mb in size.
You will receive the manual in your email within minutes. If you have not received an email, then probably have entered the wrong email address or your mailbox is too full. In addition, it may be that your ISP may have a maximum size for emails to receive.
The manual is sent by email. Check your email
If you have not received an email with the manual within fifteen minutes, it may be that you have a entered a wrong email address or that your ISP has set a maximum size to receive email that is smaller than the size of the manual.
The email address you have provided is not correct.
Please check the email address and correct it.
Your question is posted on this page
Would you like to receive an email when new answers and questions are posted? Please enter your email address.