Sélectionner le type d’enrobage de l’électrode en maintenant le bouton plus de 3 secondes jusqu’à ce que la LED s’allume sous le type d’électrode
souhaité.
2. Réglage de l’intensité de soudage :
Ajuster le courant de soudage à l’aide de la molette principale en fonction du diamètre d’électrode et du type d’assemblage à réaliser. La
consigne de courant est indiquée sur l’afcheur de droite.
3. Régler le niveau d’arcforce :
Ajuster le niveau d’arcforce à l’aide de la molette de droite , un index lumineux indique une valeur relative allant de -9 à +9. Plus le niveau
d’arcforce est faible et plus l’arc sera doux, à l’inverse plus le niveau d’arcforce est élevé et plus la surintensité en soudage sera élevée. La valeur par
défaut est 0.
PARAMÈTRES DE SOUDAGE
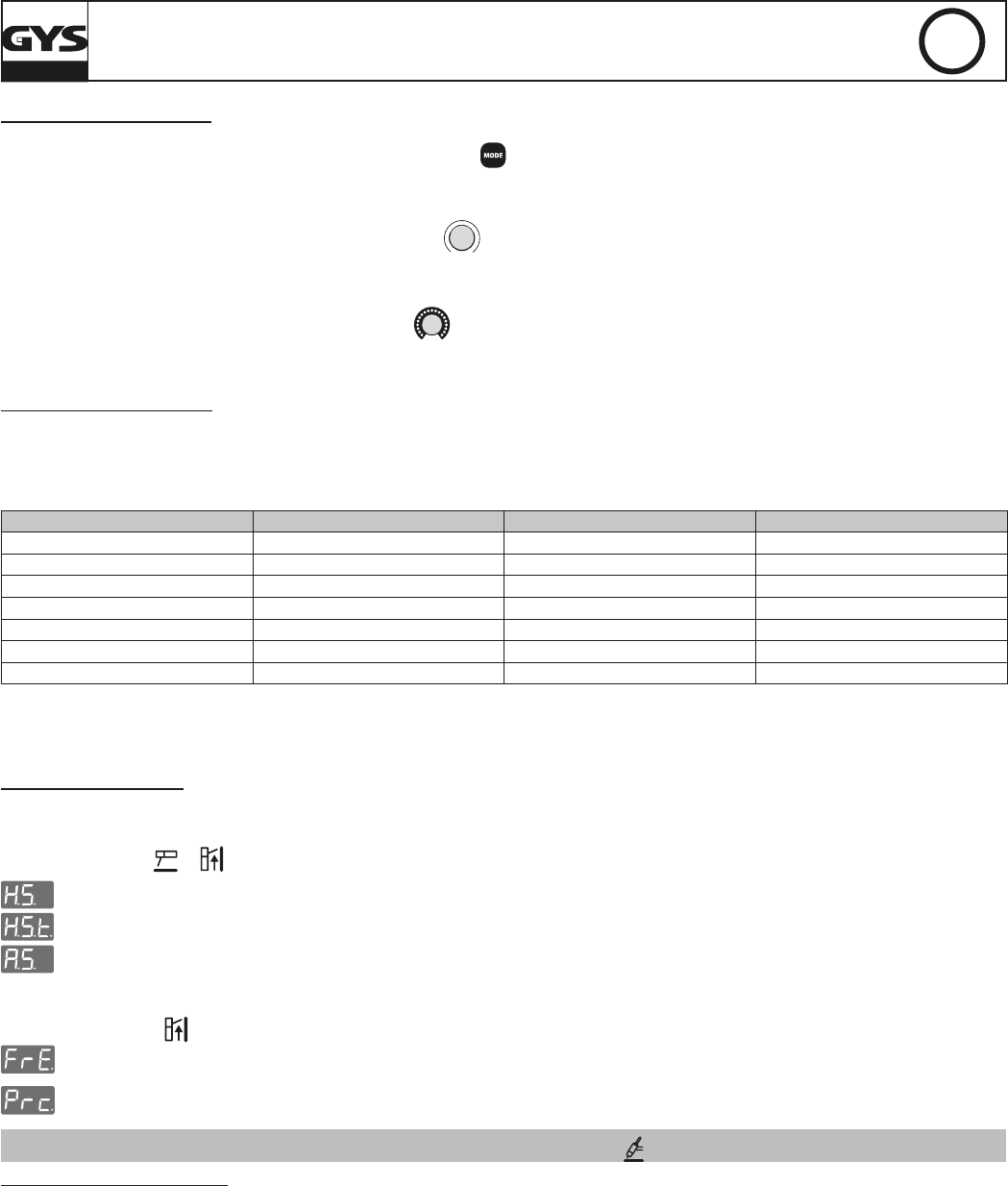
RÉGLAGE DE L’INTENSITÉ DE SOUDAGE
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode
(mm)
Rutile E6013
(A)
Basique E7018
(A)
Cellulosique E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
RÉGLAGE DE L’ARCFORCE
Il est conseillé de positionner l’arcforce en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.
PARAMÈTRES AVANCÉS
Referez-vous au chapitre « accès aux menus » pour plus de détails concernant l’accès aux paramètres avancés.
Les deux modes MMA et sont pourvus des paramétrages additionnels suivants :
: HotStart, niveau de surintensité à l’amorçage, exprimé en pourcentage du courant de soudage.
: Hotstart Time, durée de la surintensité à l’amorçage exprimée en secondes.
: Antisticking, activé (On), le courant s’annulera au bout de 2 secondes consécutives de court-circuit, désactivé (Off), le courant ne s’annule
pas même en cas de courts-circuits longs.
En mode MMA montant , deux paramètres supplémentaires sont accessibles :
: Frequency, détermine le nombre de pulsations par secondes (Hz).
: Pourcentage, détermine le niveau du courant bas exprimé en pourcentage du courant de soudage.
SOUDAGE A L’ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (TIG )
BRANCHEMENT ET CONSEILS
Le soudage TIG nécessite une torche ainsi qu’une bouteille de gaz de protection équipée d’un détendeur.
Brancher la pince de masse dans le connecteur de raccordement positif (+).
Brancher le câble de puissance de la torche dans le connecteur de raccordement négatif (–).
Raccorder le tuyau de gaz de la torche à la sortie du détendeur.
S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diffuseur et buse) ne sont pas usés.
Libble takes abuse of its services very seriously. We're committed to dealing with such abuse according to the laws in your country of residence. When you submit a report, we'll investigate it and take the appropriate action. We'll get back to you only if we require additional details or have more information to share.
Product:
Forumrules
To achieve meaningful questions, we apply the following rules:
First, read the manual;
Check if your question has been asked previously;
Try to ask your question as clearly as possible;
Did you already try to solve the problem? Please mention this;
Is your problem solved by a visitor then let him/her know in this forum;
To give a response to a question or answer, do not use this form but click on the button 'reply to this question';
Your question will be posted here and emailed to our subscribers. Therefore, avoid filling in personal details.
Register
Register getting emails for Gys EXAGON 400 CC-CV at:
new questions and answers
new manuals
You will receive an email to register for one or both of the options.
Get your user manual by e-mail
Enter your email address to receive the manual of Gys EXAGON 400 CC-CV in the language / languages: English, German, Dutch, French, Italian, Spanish as an attachment in your email.
The manual is 4,68 mb in size.
You will receive the manual in your email within minutes. If you have not received an email, then probably have entered the wrong email address or your mailbox is too full. In addition, it may be that your ISP may have a maximum size for emails to receive.
The manual is sent by email. Check your email
If you have not received an email with the manual within fifteen minutes, it may be that you have a entered a wrong email address or that your ISP has set a maximum size to receive email that is smaller than the size of the manual.
The email address you have provided is not correct.
Please check the email address and correct it.
Your question is posted on this page
Would you like to receive an email when new answers and questions are posted? Please enter your email address.