Ferm 33
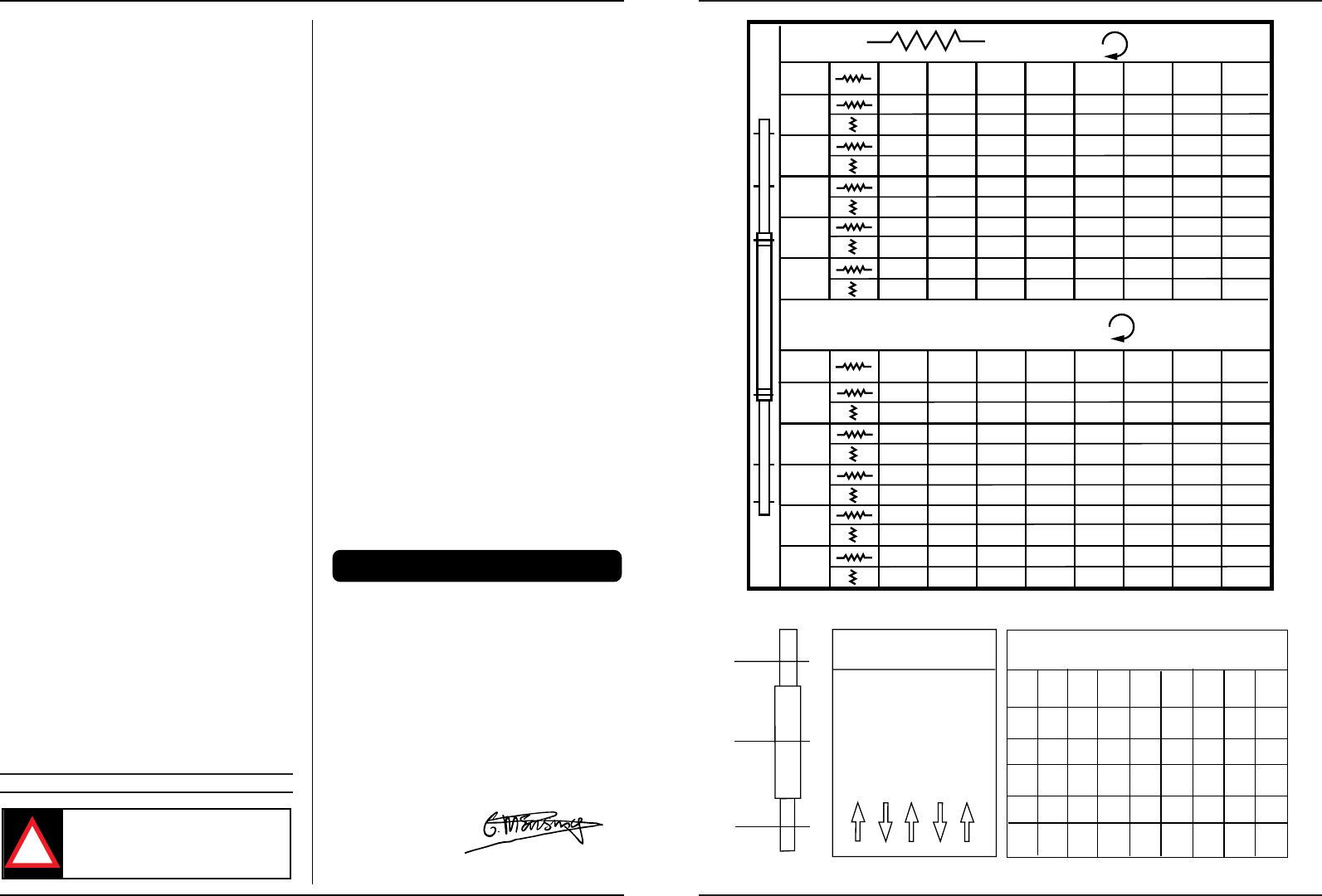
- The screw thread selector can be used to adjust the
lead screw threads and the lead screw to the thread
screw previously cut.
Note: For cutting an even number of pitches or screw
threads, a random line can be chosen, but for an une-
ven number the same line must be used - for example,
when cutting a shaft with 10 threads per inch, the lead
screw nuts must be positioned at a random number
on the option dial; you start by cutting an uneven
number with 1 or 3 and continue with this until the
screw thread is ready.
- By means of the locking screw (18) the tool holder
can be locked. Loosen the locking screw in order to
be able to turn the tool holder towards the left and
change the tools.
- The locking screw (17) is used to fasten the traversing
slide to the bed.
- Screw (20) is used to fasten the cross slide to the tra-
versing slide.
LOOSE HEAD
- Adjusting wheel (12) is used for the spindle of the loo-
se head. By turning the adjusting wheel as far as possi-
ble to the left, the tool used is automatically moved
outwards.
- By means of the locking screw (13) the loose head is
fastened to the bed. Lock the head by moving the
handle upwards and unlock the head by moving the
handle downwards.
- The locking handle (15) prevents the spindle from
moving. Unlock the handle before you use the hand-
wheel (12). Place the spindle in the correct position
and lock the spindle.
- The two adjusting screws (14) on both sides of the
foot are used for the conical adjustment of the loose
head. Tighten both screws again when the conical ad-
justment has been made.
1. Adjust the play of the bolts on the traversing slide for
the cross feed as follows:
Loosen both M6 screws (2) and then tighten screw
(1) until the carriage moves with some resistance.
Next fasten both M6 screws again (see Illustration 6).
2. Fasten and remove the lathe chuck as follows:
For fastening the lathe chuck, insert the three blind ri-
vets on the lathe chuck into the three openings in the
end of the spindle. Then screw down the three cams
towards the right (see Illustration 7) by means of an
open-end wrench (socket head wrench) in order to
lock the lathe chuck. Turn towards the left to unlock
the lathe chuck.
7. MAINTENANCE
For maintenance and cleaning always re-
move the device from the mains voltage.
Never use water or lightly inflammable li-
quids for cleaning the machine. Brush the
machine clean using a brush.
PERIODICAL MAINTENANCE OF THE METAL
TURNING LATHE PREVENTS UNNECESSARY
PROBLEMS.
1. Check the oil level and lubricate all sliding surfaces
and moving parts before putting the machine into
operation (see lubricating diagram, Illustration B).
2. Continually remove all metal residue from the sliding
surfaces. Check the felt on both sides of the traver-
sing slide regularly. If it is damaged, clean it or replace
it. After use, clean all parts of the machine and oil all sl-
iding surfaces, the lead screw, the feed shaft etc. to
prevent rust formation.
3. Clean the fixed head, gearbox and apron regularly
and change the oil.
4. Make sure that no oil falls onto the engine or the V
belt. Check the V belt regularly and, if necessary, ad-
just it again.
5. Never use the handles for the speed adjustment
when the spindle is rotating. As a result of this, the
toothed wheels can become damaged. The spindle
can also be rotated by hand.
6. The direction of rotation of the spindle can be chan-
ged by changing the direction of rotation of the engi-
ne. Stop the spindle before changing the direction of
rotation of the engine.
7. Regularly oil the surfaces of contact of the carriage
with the workpiece when using a fixed or loose top
slide.
8. Protect the tip of the spindle, the short conical pin and
the conical bore of the spindle, in order to be continu-
ally assured of accurate work.
9. Have the machine repaired immediately if it is dama-
ged.
We declare under our sole responsability that this
product is in conformity with the following
standards or standardized documents
prEN12840, EN60204-1, EN61029-1
EN55014, EN61000-3-2, EN61000-3-3, EN55104
in accordance with the regulations:
89/392/EEC
73/23EEC
89/336/EEC
from 26-05-1998
GENEMUIDEN NL
G.M. Ensing
Quality department
CE
ı
DECLARATION OF CONFORMITY
(
UK
)