Ferm 47
THE MACHINE BED
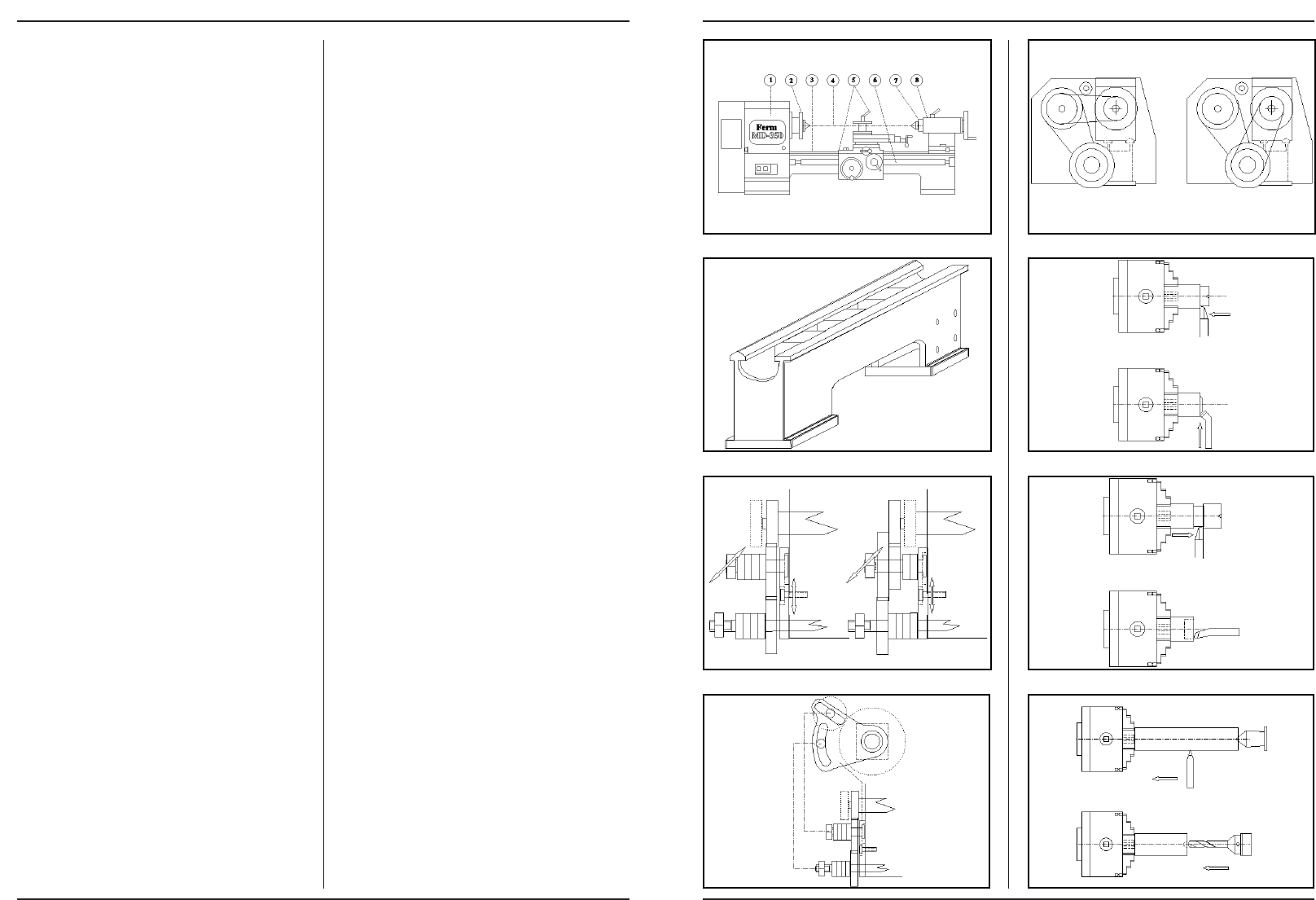
The machine bed connects all these parts and has next to
it also other important functions. The bed (3) has been ma-
nufactured of highgrade grey cast iron and it is provided
with several filled cross ties. Because of the design and
the applied sorts of material tremblings are better absor-
bed and deforming because of charge is minimum. The
bed is provided with two sliding surfaces sharpened very
precisely, for the conducting of support and tail stock. The-
se conduc tings, one prismatic and one flat, see to mainte-
nance of the centerline(4).watch fig.2.
THE MOTOR
The attached alternating current motor is a carbon brush-
less 1-phase squirrel- cage motor with starting condenser.
The motor is maintenancefree and does not need a spe-
cial treatment. By means of V-belts and plural belt discs,
the pulleys, the movement of the motor is transmitted to
the mains axis.
THE HEADSTOCK
The poured headstock(1) has been fixed on the bed with a
prism conducting and two face plates. On the back side is
an oil draining nut. The cover is remo vable for inspection
and for putting oil. At the bottom of the head you can find a
system of turning axis and toothed wheels. Because of
these toothed wheels the speed of the main shaft is retar-
ded and transmitted to a double, coaxial output axis. On
this axis you can find the driving gear for the start and the
driving gear for the thread-cutting, watch fig.3. In the head
you can find the most important part of the machine, the
main shaft(2).
This one has been fixed revolving with two conical roller
bearings in an O- drafting. All turning parts in the head are
lubricated by means of an oil bath. The level of this is read-
able in the window on the front side. The main shaft has
been provided with a going on boring with on the right side
a fixing flange and a morse cone, for respectively the
chucks and the center.
THE SUPPORT
On the sliding surfaces on the bed the support(5) has been
fixed which sees that conducting tools along the piece of
work is checked. First the support consists of a bed slide
with lock case. This slide lies on the bed and serves as mo-
vement in the lenght direction. This movement can occur
with the hands or automatically by the transmission/fee-
ding axis(6). In the last case the coach bolt has to be clo-
sed in the lock case. On the bed slide a second slide has
been installed which takes care of the chisel movement in
cross direction. By means of a spindle with follow nut this
slide can be moved or adjusted. On the cross slide a chuck
has been installed. With this the upper slide or tool slide
can be adjusted under an angle. The third and upper slide,
tool slide, can be replaced in any desired direction over a
distance of 70 mm and it follows every movement of all un-
derlying slides also the chuck. On top of the tool slide a tool
holder has been installed. In this tool can be exerted to a
point height of maximum 15 mm, the vertical distance to
the centerline. The tool holder has a fourfold absorption
and has an indexing pin with four click points. Through this
can be changed of chisel very fast without having to adjust
again.
THE TAIL STOCK
The end of the centerline is formed by the tail stock (8). The
axis of the fixed and tail stock are exactly in each others ex-
tension. Depending on the lenght of the piece of work the
head can be moved over the bed and it can be fixed. With
the slide bush (7), in which a center has to be installed, the
piece of work can be exerted fixed and revolving right on
the centerline. If you turn back the slide bush, the center is
automatically untied. The body of the head has been divi-
ded. The upper part can be adjusted sideways with regard
to the upper part by means of adjusting screws. Through
this an adjustment next to the centerline can be obtained.
Normal movements in the lenght direction do not have
side ways adjustments as a consequence.
THE COMBINED TRANSMISSION/STARTING AXLE
For a good surface quality a correct and particularly a con-
stant rate of turnover in the longitudinal direction is impor-
tant. For longer pieces of work this is almost impossible
with your hands. By closing the lock nut the support is
coupled with the thread on the transmission. When the
transmission has been switched on this one has been
coupled to the main shaft in his turn. With this a coupling is
made with an intermediate wheel between the drive wheel
of the transmission and the drive wheel for the longitudinal
feed on the headstock. This happens because of an ad-
justment of the change wheel scissors, watch fig. 3 and 4.
At each rotation of the main shaft the support will move it-
self over a certain distance along the bed. This distance
depends on the wire haste and the chosen wheel change
on the transmission. By chosing another wheel change
the star ting speed can be adapted.
With thread-cutting the same happens in principle, howe-
ver with a much bigger support movement with a much lo-
wer main shaft speed. In this case a coupling has to be ma-
de with the thread-cutting driving gear of the headstock.
The positioning of the gear wheels happens by the instal-
lation of the rings on the starting axle and intermediate
wheel axle of the scissors. In this case change of the chan-
ge wheel on the transmission makes possible a choice of
the haste of the thread which has to be cut. On the trans-
mission is no automatic cut out. So switch this one off for
preventing that the chisel runs against the chuck.
THE DRIVE
Since the applied motor has a fixed and relatively high
number of revolutions the transmission has been done in
such a way that this reduces the numbers of revolutions at
the same time. Besides, with the application of plural pul-
leys and an intermediate pulley this number of revolutions
is variable in six successive steps.
For lifting up possible belt tension differences the bearing-
mounted belt pressure roll has been made variable.
Watch fig.5. For reaching the three highest spindle
6 Ferm