Applicazione :
A) Preparazione :
I bordi devono essere puliti, non unti ed esenti da qualunque traccia di vernice.
Per la scelta degli ugelli, del metallo d'apporto, della distanza dei pezzi, delle posi-
zioni da rispettare per il cannello e dei diametri delle bacchette di metallo d'ap-
porto, consultare la tabella "saldatura autogena", a pagina 226.
Durante tutte le operazioni, tenere l'estremità della fiamma del cannello a 2 o 3
mm dal giunto.
B) Imbastitura :
Prima di eseguire una saldatura autogena, occorre effettuare un'imbastitura per
tenere fermi i pezzi.
Tale imbastitura consiste nel realizzare dei punti di saldatura (lunghezza 2 - 3 mm),
facendo fondere i bordi dei pezzi con o senza deposito di metallo d'apporto.
La distanza tra i singoli punti è pari a 20 volte lo spessore dei pezzi da assemblare.
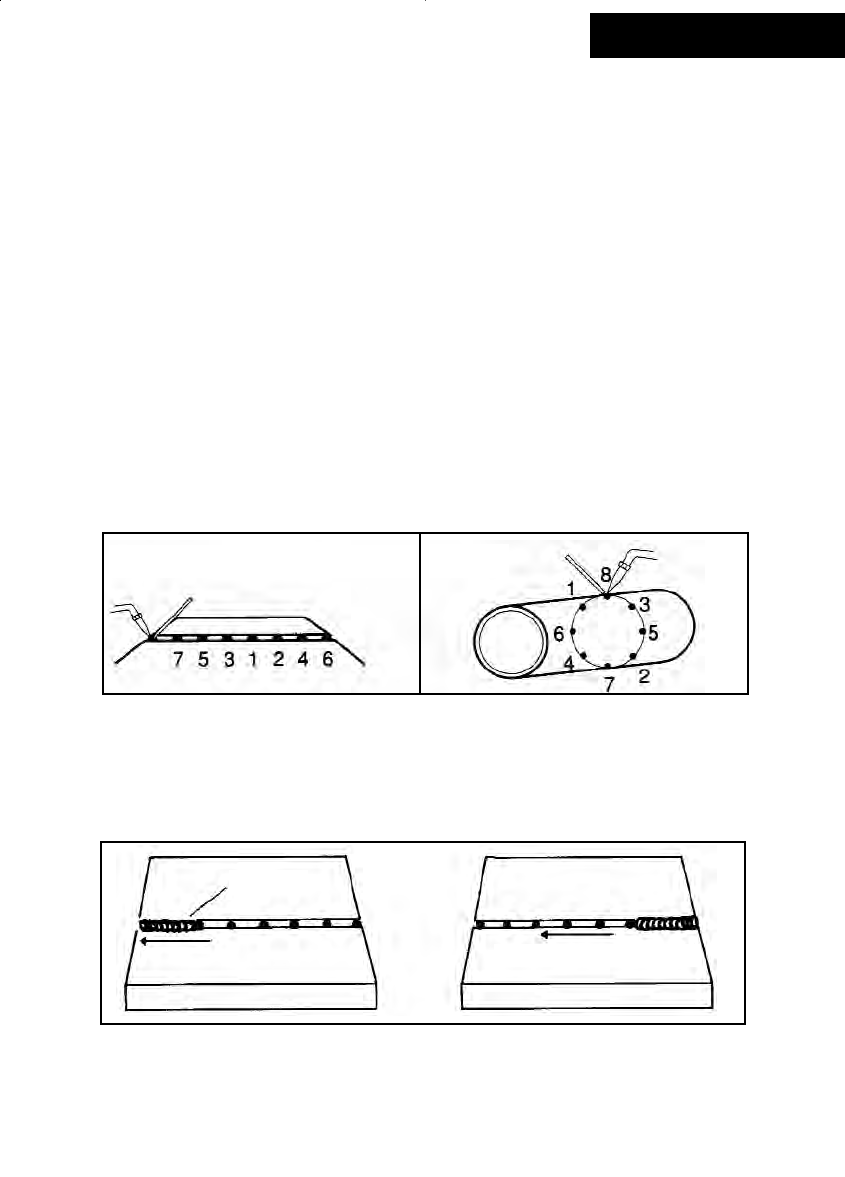
Rispettare il seguente ordine d'imbastitura :
C) Esecuzione della saldatura :
Una volta realizzata l'imbastitura, consigliamo di eseguire un piccolo cordone di
saldatura, detto tallone, lungo da 5 a 6 cm (vedi Fig. 1). Incominciare il tallone al
centro della lamiera per terminarlo all'estremità del giunto.
Fig. 1 Fig. 2
Inizio della saldatura dietro
l'estremità del tallone.
224
OXYPOWER
®
Pezzi piani
Tubi
Tallone
senso d'avanzamento